Aperçu des sections
-
-
-
00 - Présentation du module
-
-
Objectifs de la formation Découpe Laser
« Présentation générale, procédés de fabrication avec une découpe laser, en prévision d’une formation inSitu dans un FabLab »

-
01 - Présentation générale
-
-
Principe de fonctionnement d'une machine
Procédé soustractif par faisceau focalisé
Selon le matériau :
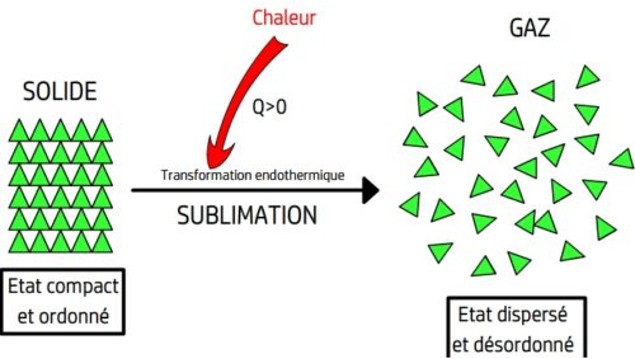
- Vaporisation (fusion + évaporation)
- Sublimation (passage direct de d'état solide a gazeux)
-
Principe types de laser
Laser signifie amplification de la lumière par émission stimulée de rayonnement
L Light, A Amplification, S by Stimulated, E Emission, R of Radiation
Laser CO2
Le faisceau laser est généré par une décharge électrique dans un mélange gazeux C0²+N²
Laser YAG
Le faisceau laser est généré par l'excitation d'un cristal de synthèse par une décharge électrique
Laser à fibres optiques
Le faisceau laser est généré dans une fibre active (neodyme ou ytterbium) et acheminé vers la tête de découpe de la machine via une fibre de transport
Laser diode
Le faisceau laser est généré sur le principe de l’émission stimulée de lumière à travers un semi-conducteur. (une LED optimisée pour produire un faisceau cohérent et directionnel.
-
Classement des lasers
Classe 1
Faisceau laser est intrinsèquement sans danger
Classe 2
Faisceau laser à rayonnement visible (400 à 700 nm de longueur d’onde, et d’une puissance inférieure ou égale à 1 mW). Protection de l'œil assurée par le réflexe palpébral. (pointeur rouge)
Classe 3
3a : Faisceau laser de <5 mW. Vision directe dangereuse si elle est supérieure à 0,25s ou effectuée à travers un instrument d'optique.
3b : Faisceau laser de 5 mW à 500 mW.
Lasers dangereux en vision direct ou par une réflexion quand il est regardé par l’œil non protégé.
Classe 4
Le faisceau laser Lasers toujours dangereux en vision directe ou diffuse, créant des lésions cutanées et oculaires (puissance supérieure à 500 mW). Ils constituent un danger d'incendie. Exposition dangereuse au rayonnement direct ou diffus pour l'œil et la peau.
-
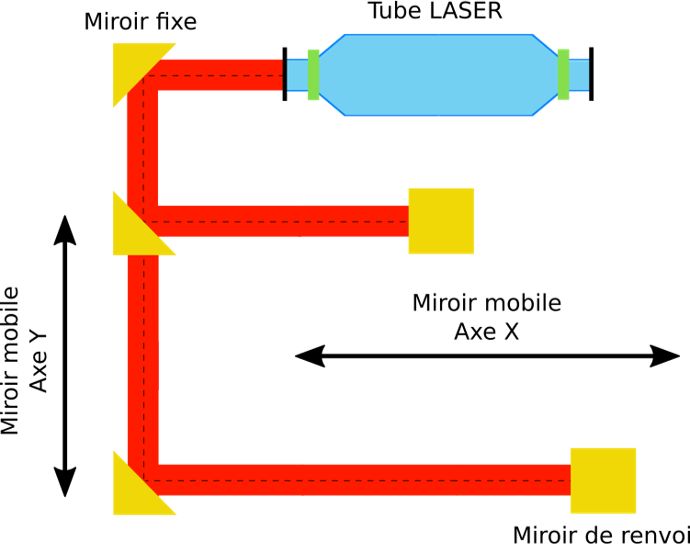
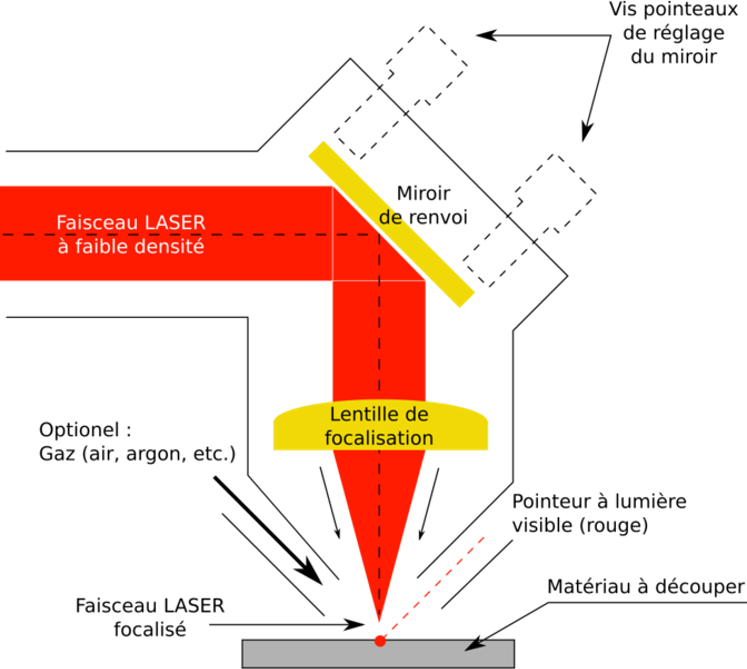
Parcours du faisceau dans la machine
Le faisceau parcourt 5 ou 6 segments :
- - Le laser se dirige vers le miroir fixe à l'arrière de la machine (il peut y en avoir 2 dans le cas ou le tube laser n’est pas aligné avec le plateau)
- - Puis, du miroir fixe vers un miroir mobile (le miroir de l'axe Y)
- - Puis ce miroir mobile va renvoyer le faisceau vers le miroir de renvoi (axe X)
- - Puis du miroir de renvoi à la lentille de focalisation
- - Enfin, de la lentille de focalisation au matériau à découper.
-
Tête laser & Focalisation
En partant du miroir de renvoi situé au sommet de la tête laser
Ce miroir étant, comme les autres, réglable à l'aide de vis pointues, afin de garantir la meilleure focalisation possible.
Le but étant de concentrer à très forte densité le faisceau laser, et ce, au moyen de la lentille de focalisation qui le dirige en un point vers le matériau à découper.
En résumé, le principe du laser est de concentrer une quantité importante d'énergie, sous forme de lumière, sur une très faible surface.
-
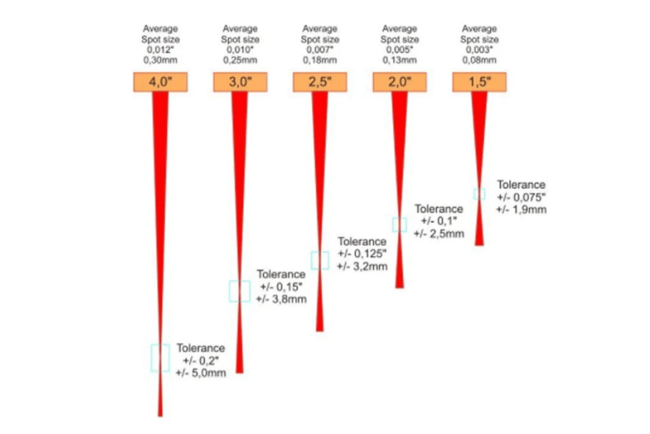
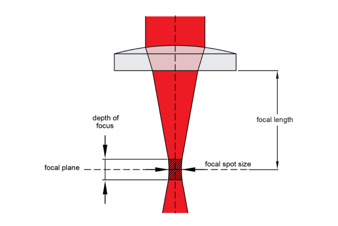
Focalisation & Lentille
Pour focaliser l'énergie lumineuse nous utilisons une lentille, dans certaines machines il est possible d’en mettre plusieurs par exemple 4’, 2,5’ (la plus courante) et 1,5’
En passant par la lentille, le rayon lumineux va venir se focaliser en un point précis, c’est la distance de focale
Cette distance est importante car c’est le point précis ou le laser est le plus puissant et le plus fin. (Plus la focale est courte, plus la découpe est précise).


-
Quel choix pour quels résultats, les possibilités
- La Gravure
Le faisceau balaie la matière sur une surface définie et dégrade celle-ci créant ainsi un relief.
- Le Marquage
Le faisceau suite une ligne définie sur la matière, le réglages Vitesse/Puissance ne permet pas de traverser l’épaisseur.
- La Découpe
Le faisceau suite une ligne définie sur la matière, le réglages Vitesse/Puissance permet traverser l’épaisseur.
-
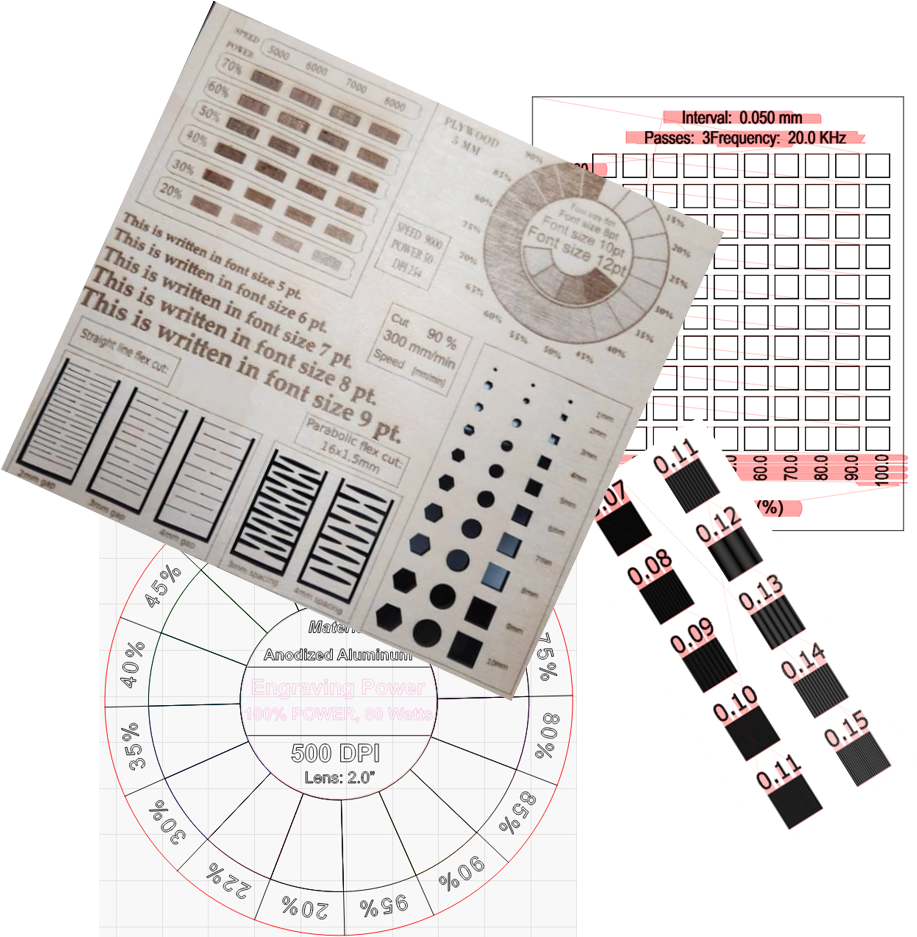
Documentation : quoi, pourquoi, comment ?
Quoi ?
- Procédées & paramètres
- Résultats
Pourquoi ?
- Transmission / partage
- Répétabilité
Comment ?
- Planche de test de matière
- Bibliothèque de matériaux
- Guide d’usages
-
Information machine à demander avant d'aller au FabLab
- Type de machine
- Surface de travail
- Lentilles disponibles
- Format des fichiers utilisables
- Règles de sécurité
- Conditions et couts d’utilisation

-
02 - Les consommables
-
-
Les consommables

-
Stock et gestion des déchets
--> La découpe laser génère des déchets variés :
- chutes de matériaux, poussières, fumées résiduelles, cendres de gravure, et parfois des pièces ratées ou brûlées.
- Leur gestion rigoureuse est essentielle pour assurer la propreté de l’espace de travail, prévenir les risques sanitaires et favoriser le réemploi.
--> Les chutes non toxiques (bois, carton, PMMA, etc.) doivent être :
- triées par type de matériau et stockées à plat si réutilisables (dans des bacs ou casiers dédiés),
- étiquetées (type, épaisseur, usinabilité restante),
- éliminées régulièrement si inutilisables, via les filières appropriées (déchetterie, bac spécifique).
--> Les déchets potentiellement dangereux, comme ceux issus de plastiques interdits ou mal identifiés, doivent être isolés, clairement signalés et non mélangés avec les déchets classiques.
--> Un nettoyage régulier de la grille de découpe, du bac de récupération (si présent), et du système de ventilation est aussi crucial pour éviter :
- l’accumulation de résidus inflammables,
- la pollution des flux d’air,
- et les départs de feu spontanés en cas de nouvelle découpe à proximité de poussières carbonisées.

-
Approvisionnement des matériaux
--> Identifier des fournisseurs spécialisés
- Privilégier les fournisseurs habitués à la découpe laser
- Vérifier la composition exacte des matériaux (éviter les composites ou plastiques inconnus)
- Se méfier des matériaux de bricolage ou de récup non étiquetés
--> Optimiser le rapport qualité / épaisseur / coût
- Choisir des plaques calibrées (épaisseur homogène, format adapté au plateau)
- Préférer des matériaux locaux ou mutualisés (groupement d’achat avec d’autres fablabs, ressourceries…)
- Vérifier la réaction au laser (fumée, odeur, combustion)
--> Établir un stock minimal et une traçabilité
- Étiqueter chaque matériau (type, épaisseur, date d’achat, fournisseur)
- Créer un carnet de tests partagés avec les réglages validés
- Prévoir un stock de sécurité pour les ateliers, prototypages ou urgences

-
-
03 - Les logiciels
-
-
Les logiciels
-
Préparer son fichier
Contrôles essentiels de vos fichiers
Pas de doubles lignes
Fichiers bien fermés (pas de chemins ouverts)
Épaisseurs de traits correctes
Différenciation des couleurs / calques / opérations
📂 Vérifier que le format est compatible avec le logiciel de FAO
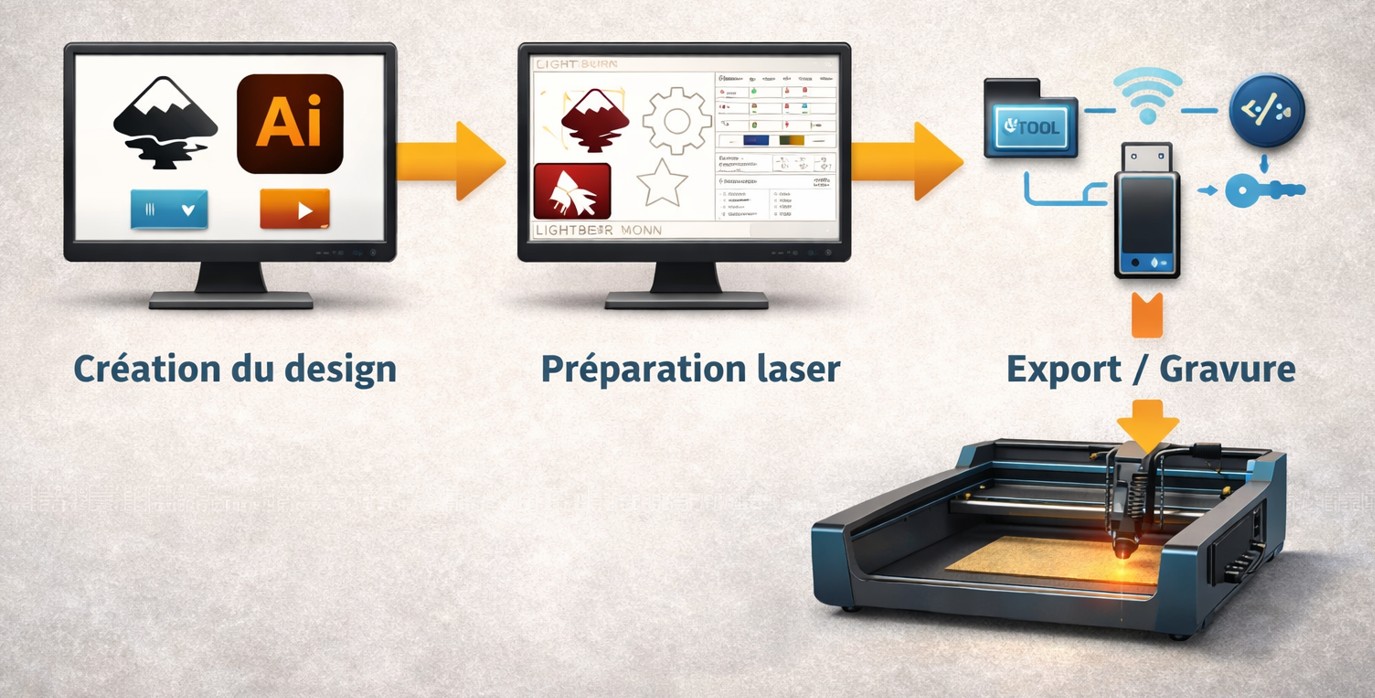
Logiciels et formats
Type d'étapes Logiciels courants 2D Formats Création du design Inkscape, Illustrator, CorelDraw .svg, .dxf, .ai, .pdf Préparation LightBurn, LaserGRBL .svg, .dxf, .gcode Pilotage LightBurn, LaserGRBL, RDWorks, Ruida, etc GRBL, Ruida, etc Distinction entre bitmap/raster et vectoriels

IMAGE VECTORIELLE IMAGE MATRICIELLE Découpe ✅ ❌ Gravure ✅ ✅ Formats de fichiers - SVG
- DXF
- AI
- DWG
- ...
- PNG
- JPG
- TIFF
- ...
-
Logiciels de conception 2D/3D
Fusion 360
(Propriétaire machines AutoDesk)
Rhinocéros 3D
(Propriétaire McNeel – Licences a vie)
FreeCad
(Libre & Open Source)
Inkskape
(Libre & Open Source)

-
Logiciels de préparation FAO (Fabrication Assistée par Ordinateur)
RDWorks
(Gratuit)
LightBurn
(Propriétaire payant)
LaserGRBL
(Libre & Open Source)
JobControl
(Propriétaire machines Trotec)

-
Lightburn : logiciel de pilotage
Version d'essai 30 jours disponible sur le site de Lightburn :
https://lightburnsoftware.com/pages/download-trial
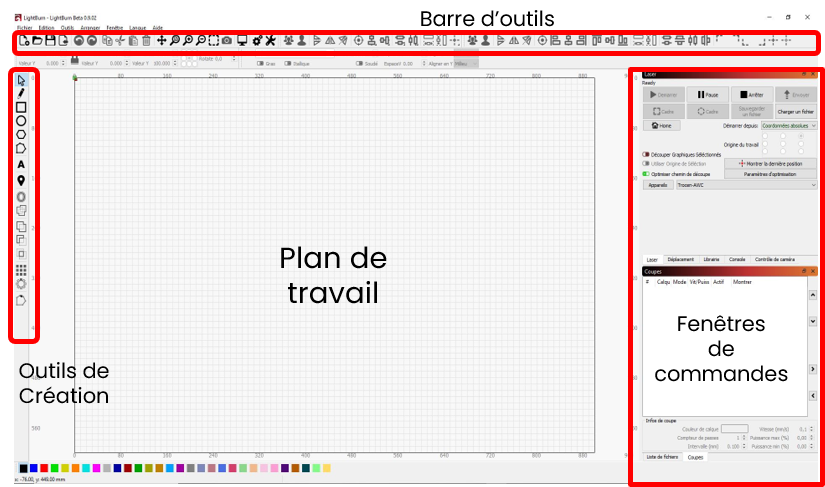
Lightburn : l’environnement
Barre d’outils
--> Barre d'outils principale contient des outils pour créer, ouvrir et enregistrer des projets ; copier, coller et supprimer
Plan de travail
--> L'espace où vous créez, ajustez, modifiez et agencez vos œuvres
Outils de Création
--> Barre d'outils pour créer, sélectionner, combiner, modifier et dupliquer des formes
Fenêtres de commandes (11 en tout)
--> Nous aborderons les 4 principales
(Coupes/Calques) | (Laser) | (Déplacer) | (Bibliothèque Matériaux)
Fenêtres de commandes – Laser
C’est dans cette fenêtre de commande que nous gérons les éléments suivants :
- Le lancement des tâches
- Les tests de cadrages
- La gestion de l’origine programme (OP) de vos tâches
- La gestion de vos différentes découpes laser que vous avez connecter a LightBurn

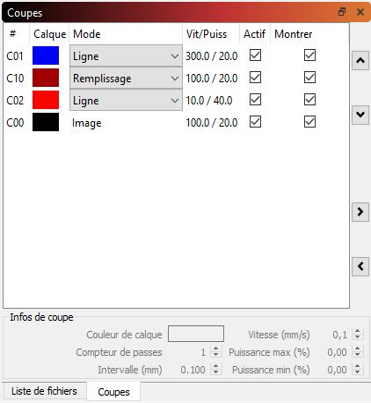
Fenêtres de commandes - Coupes/Calques
C’est dans cette fenêtre de commande que nous gérons les éléments suivants :
- Le paramétrage des différentes opérations
- L’ordre de passage de ces opérations
- L’activation ou non de la réalisation des opérations
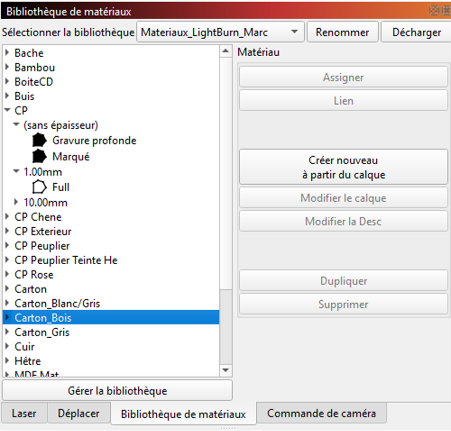
Fenêtres de commandes - Bibliothèque Matériaux
A mon avis, c’est l’une des fenêtres de commande la plus importante dans LightBurn, elle permet :
- De paramétrer les opérations à réaliser
De les classer :
- par type de matériaux
- par épaisseur
- et surtout de les sauvegarder par profil, ce qui permet a chaque utilisateur de faire vivre ces propre paramètres.
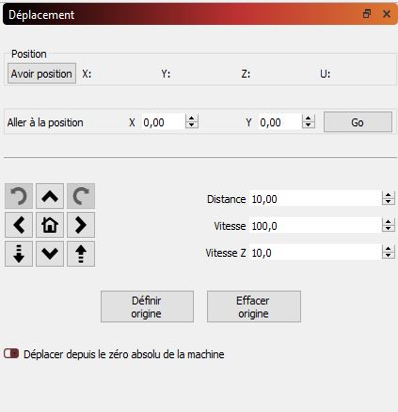
Fenêtres de commandes - Déplacer
C’est dans cette fenêtre de commande que nous gérons les espaces et les déplacements.
- Le paramétrage des différentes opérations
- L’ordre de passage de ces opérations
- L’activation ou non de la réalisation des opérations
-
Bibliothèques de vecteurs
Grand public

Professionnelles
https://www.3dcontentcentral.fr
https://grabcad.com/library?page=2&time=all_time&sort=recent&query=laser
-
-
04 - Sécurité de l'utilisateur
-
-
Sécurité de l'utilisateur
« Avant toute chose, il convient de lire, de comprendre et de respecter scrupuleusement toutes les règles de sécurité qui s’appliquent au sein de l’atelier dans lequel vous vous trouvez »
-
Les équipements de protection
Les équipements de protection garantissent la sécurité de l’utilisateur pendant l’utilisation d’une découpeuse laser grâce à un ensemble de dispositifs de protection adaptés à l’environnement, au type de machine, et au matériau travaillé.
Code du travail (Article R4321-4), le responsable de lieu (atelier, FabLab...) doit prioriser les équipements de protection collective (EPC) avant de recourir aux équipements de protection individuelle (EPI).
Les EPI (lunettes, masques…) ne viennent qu’en complément, lorsque les EPC ne suffisent pas à assurer une protection totale.
Équipements de Protection Collectifs (EPC)
Ce sont les dispositifs installés dans le lieu ou intégrés à la machine pour protéger tous les usagers.
Ils doivent être opérationnels, vérifiés régulièrement, et bien identifiés par les utilisateurs.

Équipements de Protection individuelle (EPI)
Ce sont des dispositifs portés par l’utilisateur pour le protéger directement contre les risques résiduels.
Ils doivent être adaptés au risque, en bon état, correctement ajustés, et utilisés conformément aux consignes du lieu ou de la machine.

-
-
05 - Sécurité de la machine
-
-
Risques liés à la machine
Panne ou usure accélérée
- Causes
--> Lentille sale, tube mal refroidi, courroies mal tendues, bac à déchets saturé
- Conséquences
--> Découpe inefficace, détérioration du tube laser, blocage machine
- Prévention
--> Maintenance régulière, tests sur chute, écoute des signaux faibles
Emanations toxique
- Causes
--> Découpe de matériaux interdits, mauvaise ventilation
- Conséquences
--> Gaz acides ou neurotoxiques, danger pour l’utilisateur et l’espace de travail
- Prévention
--> Respect strict des matériaux autorisés, extraction opérationnelle, contrôle des fumées

Incendie
- Causes
--> Accumulation de résidus, Air Assist inopérant, matériau inflammable
- Conséquences
--> Départ de feu rapide, propagation dans la chambre de découpe, mise en danger de l’environnement
- Prévention
--> Nettoyage régulier, surveillance active pendant la découpe, extinction à portée de main

Risque pour les usagers
- Causes
--> Oubli de capot, déclenchement laser à découvert, non-respect des EPC
- Conséquences
--> Exposition à un faisceau classe 4 → danger immédiat
- Prévention
--> Vérifier les capteurs, les EPC, affichage des pictos danger

Inaccessibilité / indisponibilité machine
- Causes
--> Pannes évitables non signalées, usage non formé, absence de référent
- Conséquence
--> Indisponibilité prolongée, annulation d’ateliers ou d’activités
- Prévention
--> Procédure de signalement claire, carnet de suivi, planning de maintenance

-
Eléments de sécurité intégrés à la machine
Arrêt d’urgence
--> Stoppe immédiatement l’alimentation

Capot de sécurité avec capteur
--> Le capot avec ou sans vitre bloque le passage du faisceau
--> Le capteur bloque le tir laser si ouvert
Ventilation / Extraction
-->Évacue fumées et chaleur
Refroidissement
--> Protège le tube de la surchauffe (Capteur de débit)
Signalétique de danger
--> Informe des risques liés au laser classe 4

Rappel : Une machine avec un EPC défaillant ne doit pas être utilisée.
-
Sources et contributeurs
-
-
Ressources complémentaires
-