Aperçu des sections
-
-
-
00 - Présentation du module
-
-
01 - Les différentes machines
-
-
Les types de machines cartésienne
Les imprimantes cartésiennes sont les plus courantes et les plus simples à comprendre.
Elles fonctionnent selon des axes indépendants et sont adaptées à l’apprentissage.-
L’axe X qui fait bouger la tête d’impression de gauche à droite.
-
L’axe Y qui fait bouger le plateau d’avant en arrière.
-
L’axe Z qui fait monter l’axe X sur deux tiges afin de monter couche par couche l’impression.
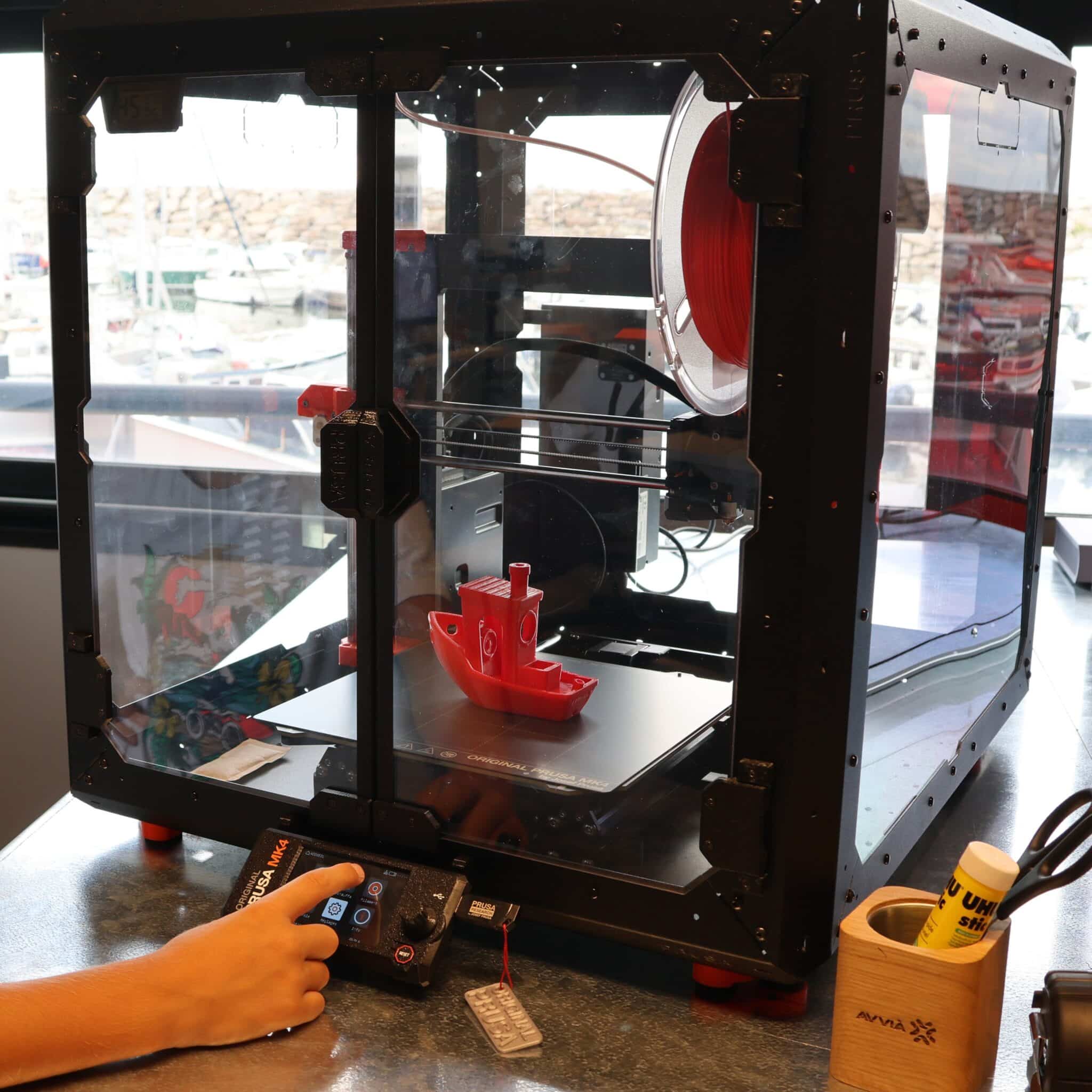
Une imprimante cartésienne : Prusa MK4
Cette structure est très pédagogique. Un utilisateur débutant peut rapidement faire le lien entre les mouvements observés et le résultat sur la pièce. Lorsqu’une couche est décalée, on peut souvent associer ce défaut à un axe en particulier et vérifier courroies, poulies ou paramètres correspondants.
Core XY
Les imprimantes CoreXY adoptent une structure en général plus rigide, souvent en forme de cube ou de caisson.
-
L’axe X et Y se retrouvent à la même hauteur et travaillent ensemble avec des courroies croisées.
-
L’axe Z est celui du plateau qui monte et descends.
Ce système évite les à-coups car les moteurs restent fixes et rendent la tête plus légère.
Cette structure permet de réduire les vibrations, de fermer la machine facilement pour les filaments techniques, est adapté aux grands volumes et représente un compromis entre fiabilité et performance.
Note : il est plus complexe de maintenir ce type de machines au vu de sa conception car les courroies des axes et peuvent être difficiles à identifier.

Une imprimante Core XY ouverte
Delta
Les imprimantes Delta se reconnaissent immédiatement à leur forme verticale et à leur tête suspendue par trois bras. Contrairement aux structures cartésiennes ou CoreXY, les mouvements ne sont pas associés directement à un seul axe, mais résultent de la combinaison des déplacements de chaque bras.
Les 3 axes sont contrôlés par un moteur vertical qui font bouger la tête suspendue au bout de tiges de carbones. Tous les moteurs doivent fonctionner ensemble afin de faire bouger la tête.
Ce système permet des mouvements très rapides et fluides. Les imprimantes Delta sont particulièrement adaptées aux pièces hautes et aux démonstrations visuelles, car leur mécanique est spectaculaire. En revanche, elles sont plus délicates à calibrer, et les erreurs peuvent être plus difficiles à interpréter pour un débutant.
Imprimante 3D Delta
Tableau comparatif types d’imprimantes
Stabilité
Vitesse
Usage
Débutant
Cartésienne
Moyenne
Moyenne
Initiation, projets variés
Facile
Core XY
Elevée
Elevée
Séries, projets avancés
Moyen
Delta
Elevée
Elevée
Pièces hautes, démonstrations
Complexe
-
-
02 - Du fichier à l'objet
-
-
Le fichier 3D
La première étape consiste à obtenir un modèle 3D : il peut être conçu dans un logiciel de modélisation, téléchargé depuis une plateforme de partage ou issu d’un scan. Ce fichier doit être propre, fermé et adapté à l’impression additive et doivent être au format : .3mf, .obj, .stl.
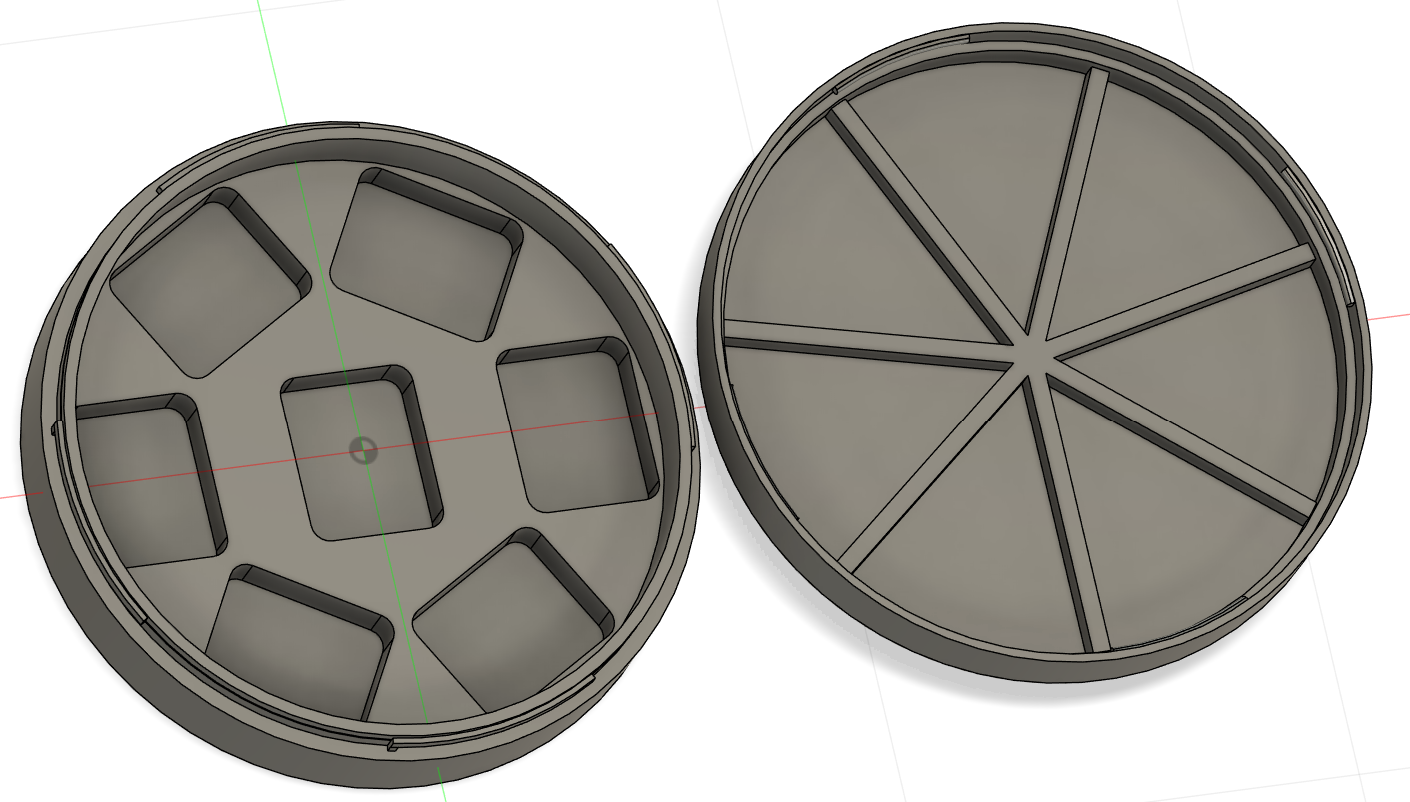
Boite à peinture aquarelle
Voici une liste de manière de créer ou télécharger un fichier 3D :
Télécharger un fichier existant :
https://www.thingiverse.com/
https://cults3d.com/
https://www.printables.com/
https://makerworld.com/Logiciels de création 3D paramétriques :
https://www.tinkercad.com/ ( Gratuit)
https://www.blender.org/ (Gratuit)
https://sketchup.trimble.com ( Payant)
https://www.autodesk.com/fr/products/fusion-360/overview (Payant)
https://www.solidworks.com/fr (Payant)Logiciels de création 3D organiques :
https://www.blender.org/ (Gratuit)
https://www.maxon.net/fr/zbrush (Payant)
https://nomadsculpt.com/ (Payant) -
Le slicer (logiciel de tranchage numérique)
Ensuite vient la phase de préparation dans un slicer. Ce logiciel découpe virtuellement la pièce en couches et permet de régler de nombreux paramètres : hauteur de couche, températures, vitesses, remplissage interne, supports, adhérence au plateau, etc.
De nombreux logiciels de tranchages existent, ils peuvent être adaptés à toutes les machines ou spécifique à une marque.
Exemples : Cura 3D, Simplify3D, Prusa Slicer, Orca Slicer, Bambu Studio …
Nous pouvons donner aux logiciels des informations tels que :
-
Les informations sur la machine (tailles, spécifications techniques)
-
Le niveau de finesse de couches
-
Le niveau de remplissage du modèle 3D
-
La présence de supports et accroches
-
Le types de supports utilisés
-
Les températures d’impressions
-
Les vitesses …
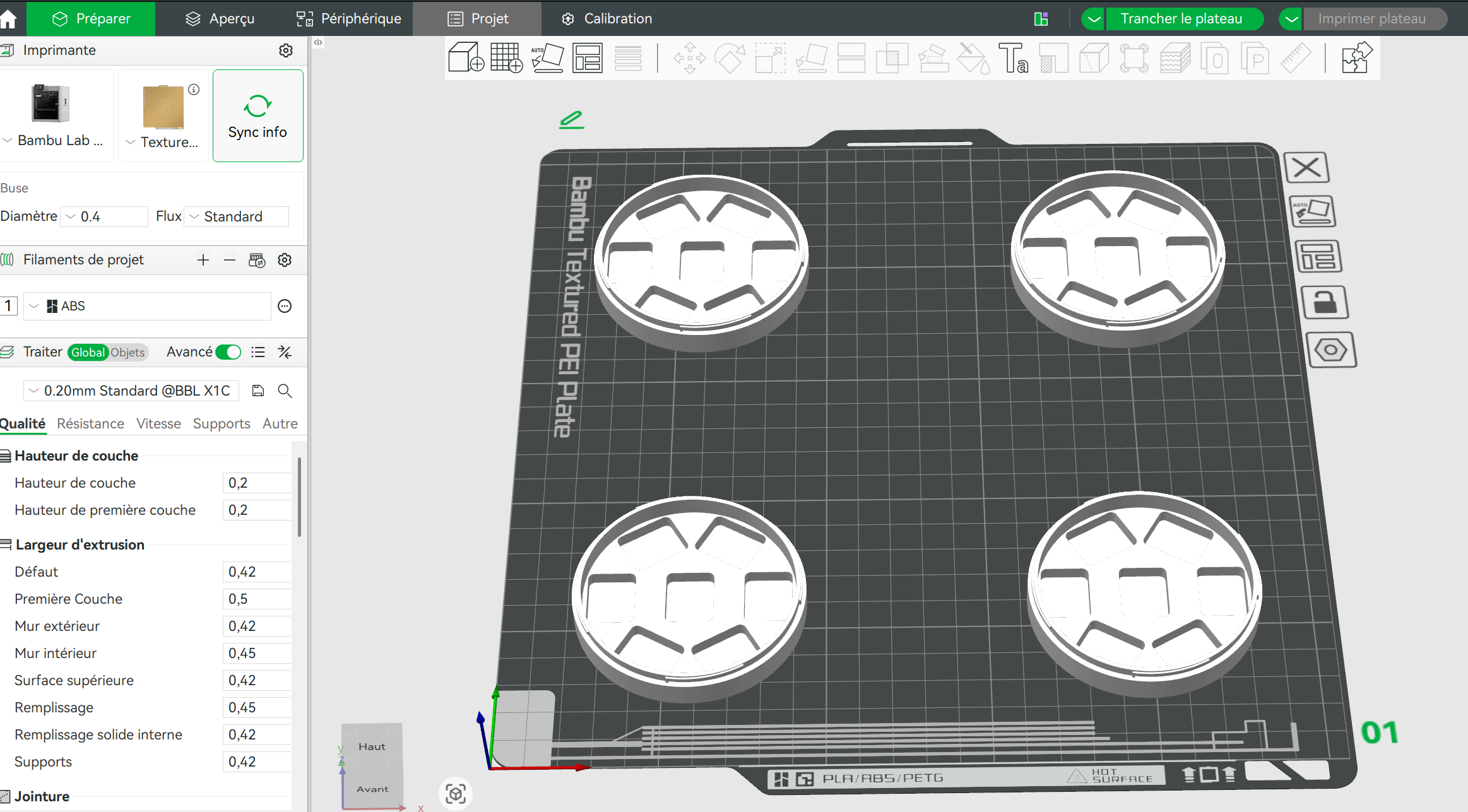
Pièces 3D sur un plateau dans le slicer Bambu Studio
Le slicer génère un fichier d’instructions (G-code) que l’imprimante va lire. Ce fichier contient la liste détaillée de tous les mouvements et actions qui sont illisibles pour nous et spécifique au logiciel interne de la machine. Il est donc important de bien configurer sa machine avant de trancher le fichier.
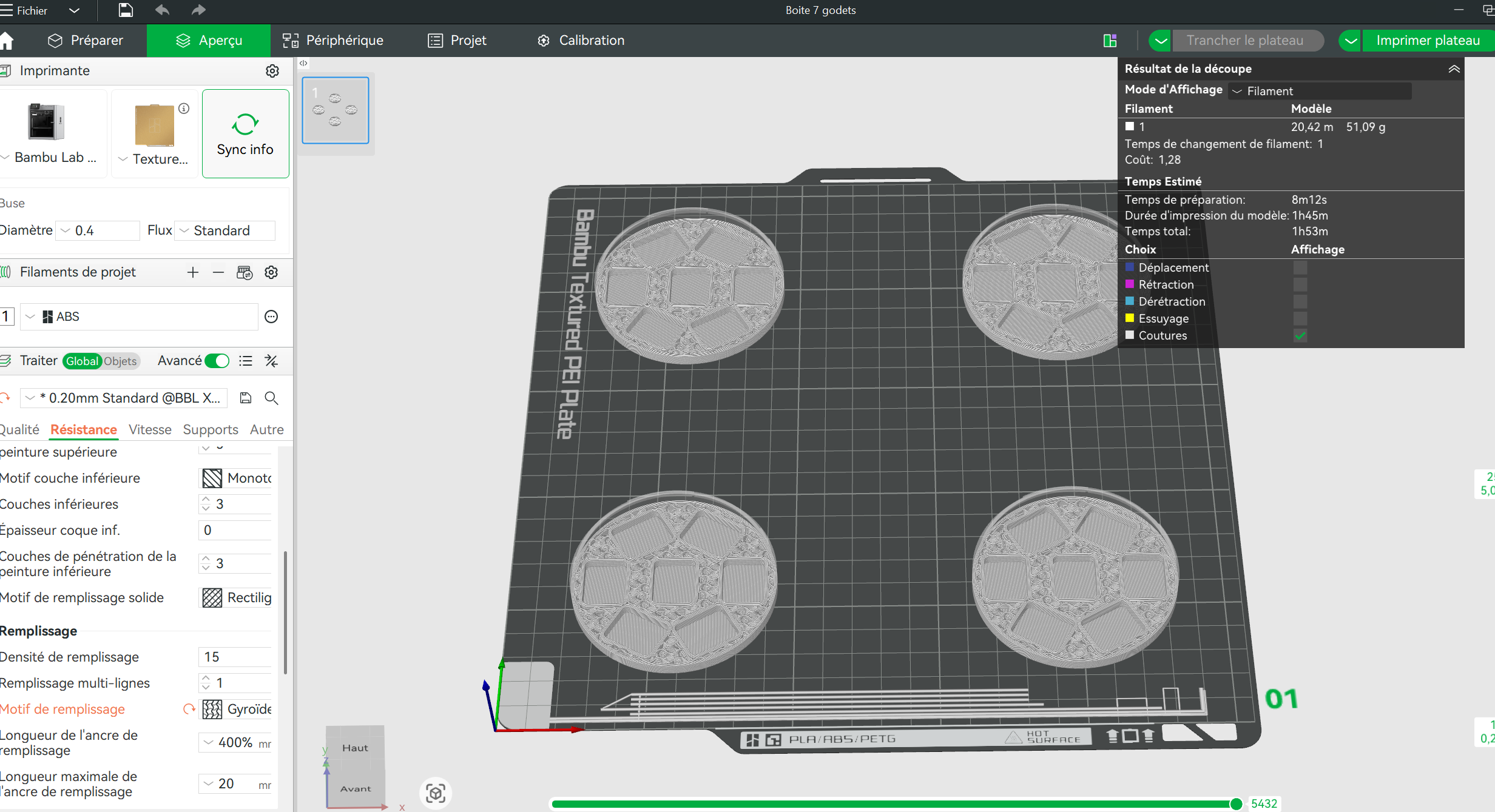
Pièces 3D une fois tranché dans Bambu Studio
-
-
L'impression
Une fois le fichier .gcode près, il nous suffit de l’envoyer à l’imprimante par clef USB, carte SD ou encore par wifi/cloud.
La machine exécute son GCODE afin de chauffer la buse et le plateau, puis commence à déposer la matière. Les premières couches sont cruciales : si elles adhèrent bien et sont propres, la suite de l’impression a de grandes chances de bien se dérouler.
Dans notre exemple l’impression de 4 intérieurs de boîtes d’aquarelles aurait mis environ 2h00.

Boite d’aquarelle 3D en cours d’utilisation
-
Le workflow
En résumé : nous récupérons un fichier 3D pour le trancher dans un logiciel qui rends compréhensible (.gcode) les instructions à notre imprimante 3D puis lancer l’impression.

À retenir
Une bonne impression commence par un bon fichier qui comprends tous les aspects techniques de la pièce et des matériaux utilisés. Nous adaptons toujours le tranchage à la machine et ses spécifié même lors de la conception.
-
03 - Les matériaux d’impression
-
-
PLA - Bien commencer
Le PLA (acide polylactique) est de loin le filament le plus utilisé. Il est fabriqué à partir de ressources renouvelables, se déforme peu et adhère bien au plateau. Il ne nécessite pas forcément de plateau chauffant, ce qui simplifie l’installation et les réglages.
Il est idéal pour l’apprentissage, les objets décoratifs, les prototypes de forme et de nombreux usages du quotidien. Ses limites apparaissent lorsque l’on cherche de la résistance, des contraintes mécaniques ou une bonne tenue à la chaleur ou aux conditions météorologiques.

Impression en PLA de figurines
-
TPU - Matériaux souples
Le TPU (polyuréthane thermoplastique) est un filament flexible, proche du caoutchouc, qui permet d’imprimer des pièces souples et résistantes. Il absorbe bien les chocs, reprend sa forme après déformation et résiste correctement à l’usure.
Le TPU est idéal pour les joints, protections, pieds antidérapants, coques ou pièces amortissantes, mais il est moins adapté aux impressions rapides ou très précises. Il est possible de choisir la flexibilité de son TPU et ainsi l’adapter au besoin de notre conception.
Note : Il s’imprime à vitesse réduite et demande un bon réglage et une extrusion en Direct drive.

Ballon de rugby flexible
-
Filaments solubles
Les filaments solubles (principalement PVA et BVOH) sont utilisés comme supports d’impression sur des imprimantes à double extrusion. Une fois l’impression terminée, la pièce est plongée dans l’eau et les supports se dissolvent, laissant des surfaces propres et des géométries impossibles à retirer à la main.
Ils sont très utiles pour les formes complexes, les pièces avec cavités internes ou surplombs importants. En contrepartie, ces filaments sont sensibles à l’humidité, plus coûteux et demandent un bon réglage de la double extrusion. Ils sont rarement utilisés seuls, mais en complément d’un autre matériau.
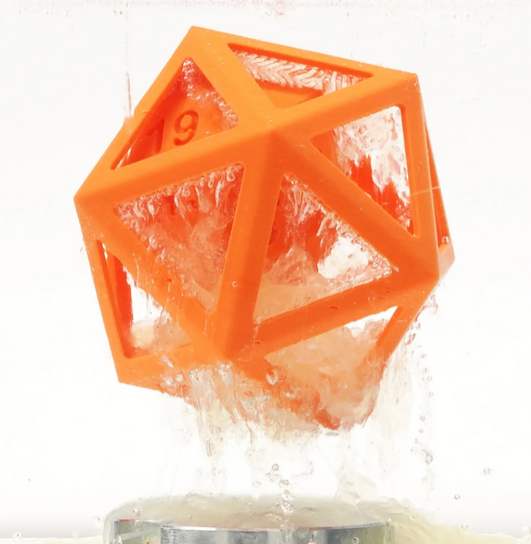
Dissolution dans l’eau d’un support en PVA
-
Filaments avec additifs - carbone, verre, etc.
Certains filaments intègrent des additifs comme des fibres de carbone, de verre ou des charges minérales afin d’améliorer leurs performances. Ces ajouts permettent d’obtenir des pièces plus rigides, plus résistantes mécaniquement et parfois plus légères ou plus stables dimensionnellement.
Les fibres de carbone augmentent fortement la rigidité et réduisent les déformations, ce qui est utile pour des pièces structurelles. Les fibres de verre apportent une bonne solidité et une meilleure résistance à la chaleur. En contrepartie, ces filaments sont abrasifs et nécessitent une buse renforcée (acier trempé, ruby, etc.).
Ces matériaux sont surtout utilisés pour des pièces techniques et fonctionnelles, mais ils demandent plus d’expérience : réglages plus fins, usure du matériel et coût plus élevé. Ils sont donc moins adaptés à l’initiation, mais très intéressants pour des usages avancés en fablab.

Impression 3D d’une orthèse sur mesure en PETG chargé Carbone
-
04 - La maintenance des imprimantes
-
-
La maintenance d'utilisation
L’observation :
Au quotidien, la maintenance consiste surtout à observer la machine. Un bruit inhabituel, une impression qui accroche moins bien qu’avant ou un filament qui force sont souvent des signaux qu’il ne faut pas ignorer. Nettoyer, vérifier et ajuster régulièrement permet d’éviter que de petits désagréments ne se transforment en pannes plus importantes. Une machine propre et observée reste une machine compréhensible.
Il est recommandé de garder l’imprimante exempte d’accumulation de poussière, de chutes de filament ou de résidus, notamment autour de la tête d’impression, des axes et du plateau.
La propreté :
Plateau
Le plateau est l’un des éléments les plus sensibles de l’imprimante. Une mauvaise adhérence est très souvent liée à un plateau sale ou mal nettoyé, plus qu’à un mauvais réglage.
Un nettoyage régulier à l’alcool isopropylique (ISO) permet d’éliminer les traces de doigts, de graisse et de poussière. Pour les plateaux très encrassés, un lavage occasionnel à l’eau tiède et au savon peut être utile, à condition de bien sécher le plateau avant de le remettre en place.
Il est important d’éviter de toucher la surface d’impression avec les doigts après nettoyage, car le gras de la peau suffit à altérer la surface. Un plateau propre est souvent la solution la plus simple à de nombreux problèmes de décollement.
Note : il est déconseillé d’utiliser des solutions d’accroches tels que la colle ou spray de fixations hors matériaux techniques. Il existe aujourd’hui des plateaux adaptés aux impressions, un simple nettoyage permet de récupérer son adhérence.
Axes
Il est également nécessaire de vérifier la propreté des axes
Les axes doivent rester propres pour garantir des déplacements fluides. La poussière et les résidus de filament peuvent s' accumuler avec le temps. Un simple nettoyage à sec ou avec un chiffon légèrement imbibé suffit dans la majorité des cas.

Nettoyage d’axes avec un chiffon propre
Tête d’impression
La buse et le système d’extrusion sont soumis à de fortes contraintes thermiques. Un nettoyage régulier de la buse, notamment lors des changements de filament, permet d’éviter les bouchages et les sous-extrusions.
Il est aussi important de vérifier que le filament circule librement, sans frottement excessif, et que l’extrudeur ne ronge pas le filament. Ces petits contrôles évitent beaucoup d’échecs d’impression.
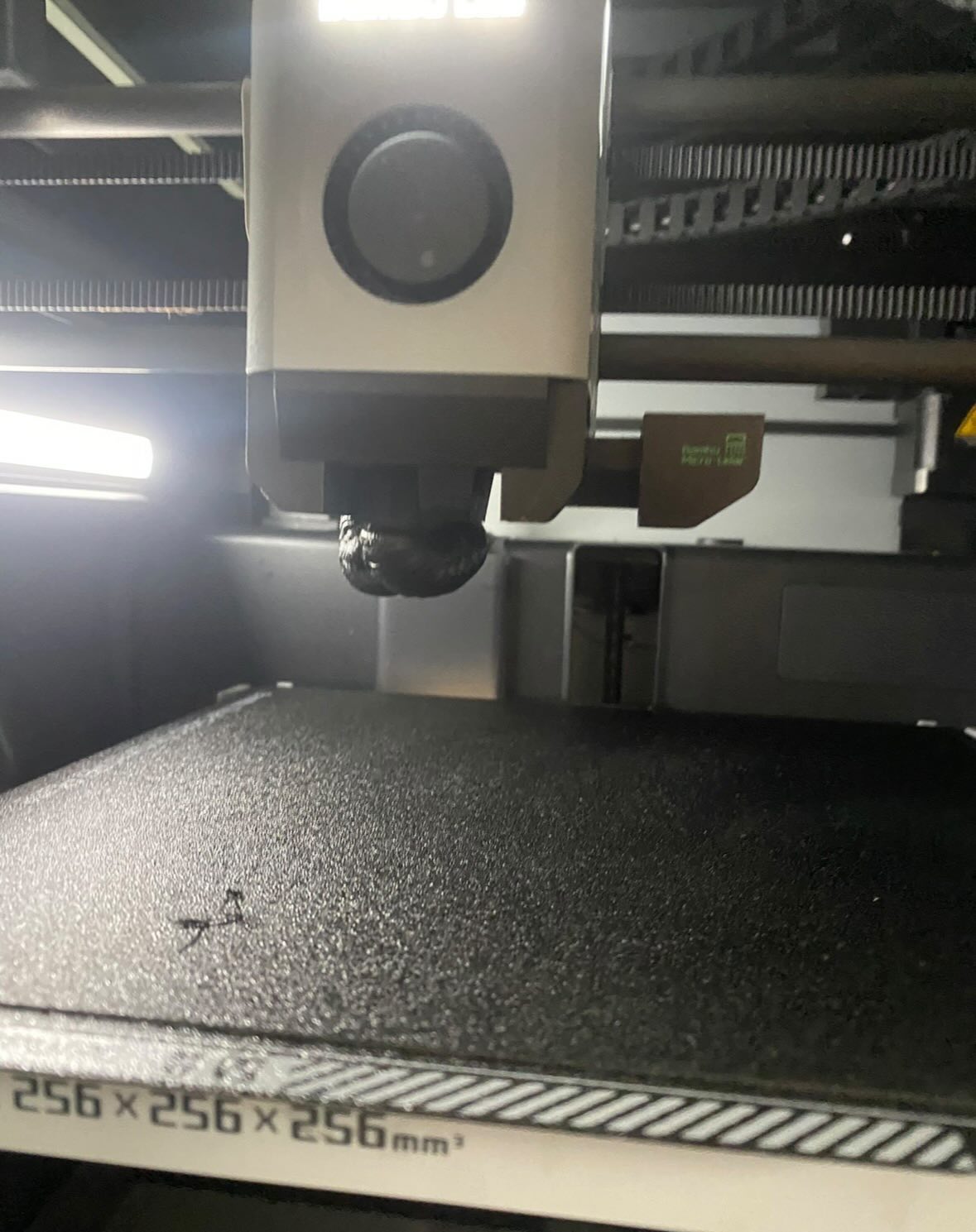
Un amas de plastique autour de la buse
-
La maintenance des imprimantes 3D filament
Maintenance périodique
En complément de la maintenance d’utilisation, une maintenance plus approfondie reste nécessaire afin de conserver l’intégrité de la machine.
Les courroies
Les courroies assurent le déplacement précis de la tête d’impression sur les axes X et Y. Une courroie mal tendue peut entraîner des décalages de couches, des vibrations, des imprécisions ou un effet de “flou” sur les impressions.
Une courroie trop lâche provoque un manque de précision, tandis qu’une courroie trop tendue peut user prématurément les roulements, les moteurs ou la courroie elle-même. La bonne tension est souvent décrite comme ferme mais souple : la courroie doit résister légèrement lorsqu’on appuie dessus, sans être rigide comme une corde de guitare.
La tension se règle généralement via des tendeurs intégrés ou des vis prévues à cet effet. Il est conseillé de faire ces ajustements machine éteinte, doucement et par petites corrections, puis de vérifier le résultat à l’impression.

Vérification d’une tension de courroie
Les axes
Certains systèmes nécessitent une lubrification légère, selon les recommandations du constructeur.
Attention : Ne pas trop graisser au risque d’encrasser les axes ! Utilisez des outils imprimés adaptés.
Calibration automatique
Les imprimantes de dernières générations intègres des calibrations automatiques, notamment pour le nivellement du plateau, réglages de flux d’extrusion, compensations de vibrations etc... Ces calibrations sont à effectuer régulièrement, et idéalement après chaque mise à jour logicielle, car une mise à jour peut modifier le comportement de la machine ou réinitialiser certains paramètres.
Même si ces systèmes automatisés nous facilitent la vie, ils ne remplacent pas totalement notre vigilance et expertise.
-
05 - Sécurité et bonnes pratiques
-
-
06 - Recyclage et revalorisation
-
-
Avant revalorisation
Trier
Le tri des plastiques est une étape fondamentale avant toute démarche de recyclage, de refonte ou de revalorisation. Tous les plastiques ne possèdent pas les mêmes propriétés, ne fondent pas aux mêmes températures et ne sont pas compatibles entre eux. Un mauvais tri peut entraîner des défauts de matière, des échecs techniques, voire des risques de sécurité lors de la fusion.
Identifier correctement les plastiques permet de garantir une qualité minimale du matériau recyclé, de préserver les machines et d’assurer des conditions de travail sûres. En impression 3D comme dans le recyclage, la rigueur du tri est aussi importante que le processus de transformation lui-même.
Ce travail de tri est également un outil pédagogique fort : il permet de mieux comprendre la diversité des plastiques, leurs limites de recyclage et l’impact de nos choix de matériaux. Une bonne identification en amont conditionne la réussite de toutes les étapes suivantes, qu’il s’agisse de plaques fondues, de refabrication de filament ou de projets de revalorisation plus larges.Note : Nous pouvons noter qu’il existe des détecteurs de plastiques sur le marché.
Broyer
Le broyage est une étape clé dans le processus de recyclage des plastiques en fablab. Il permet de transformer des pièces imprimées, chutes ou déchets plastiques en paillettes ou granulés, plus faciles à stocker, à fondre ou à réextruder. La rigueur de cette étape conditionne directement la qualité et la qualité du matériau recyclé.
Le broyage implique des risques mécaniques importants. Les broyeurs sont équipés de lames et rotors capables de sectionner des pièces épaisses.

Broyage de filets de pêches

Résultat d’un broyat de filets de pêches
-
Revalorisation
Plaques fondues
Après le broyage, les plastiques peuvent être refondus pour créer des plaques pleines et homogènes. Les broyats sont répartis dans un moule ou un cadre, puis chauffés à une température adaptée au matériau afin de les faire fondre. Une phase de mise en pression et de refroidissement contrôlé permet d’obtenir des plaques solides, d’épaisseur régulière.
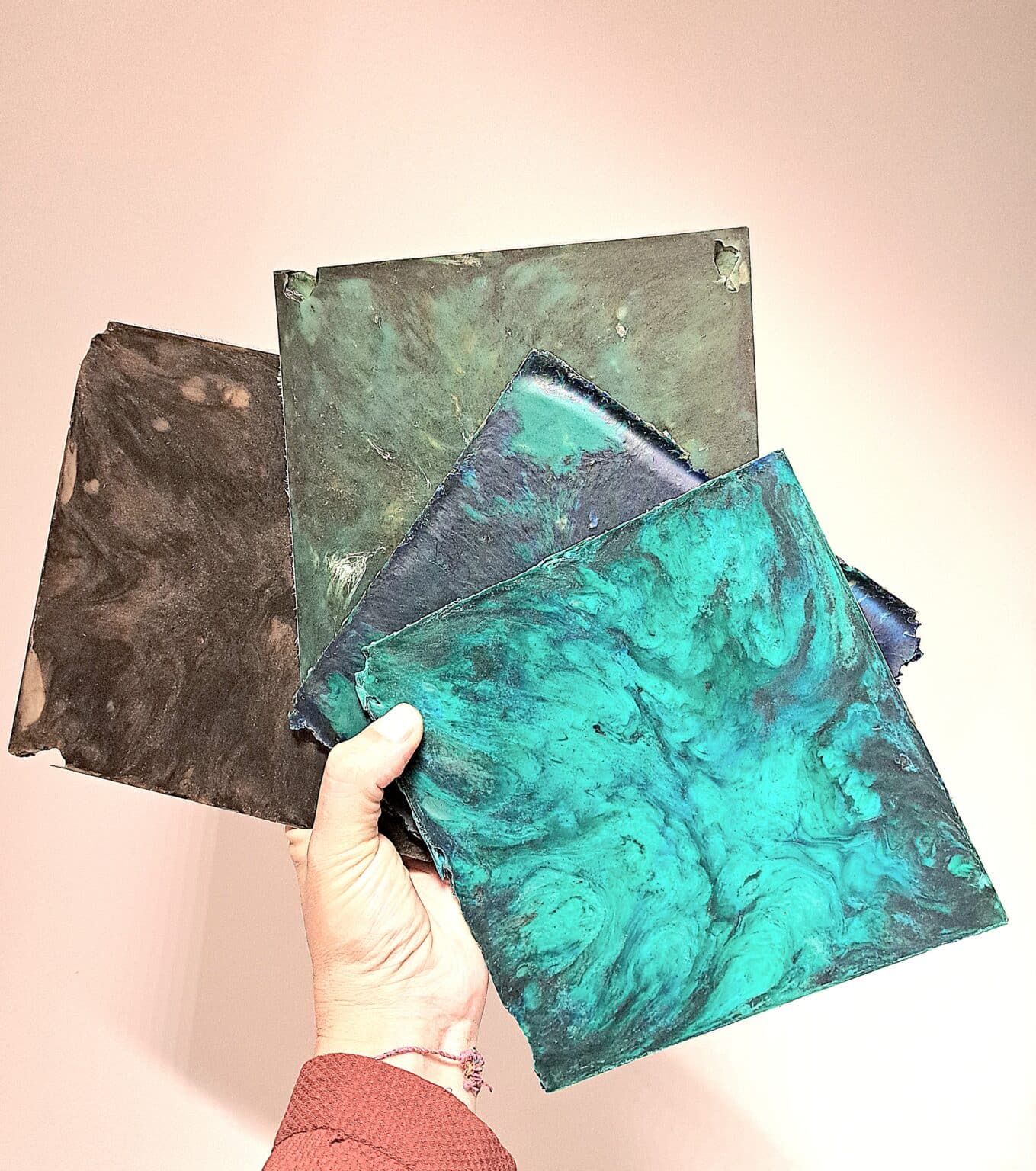
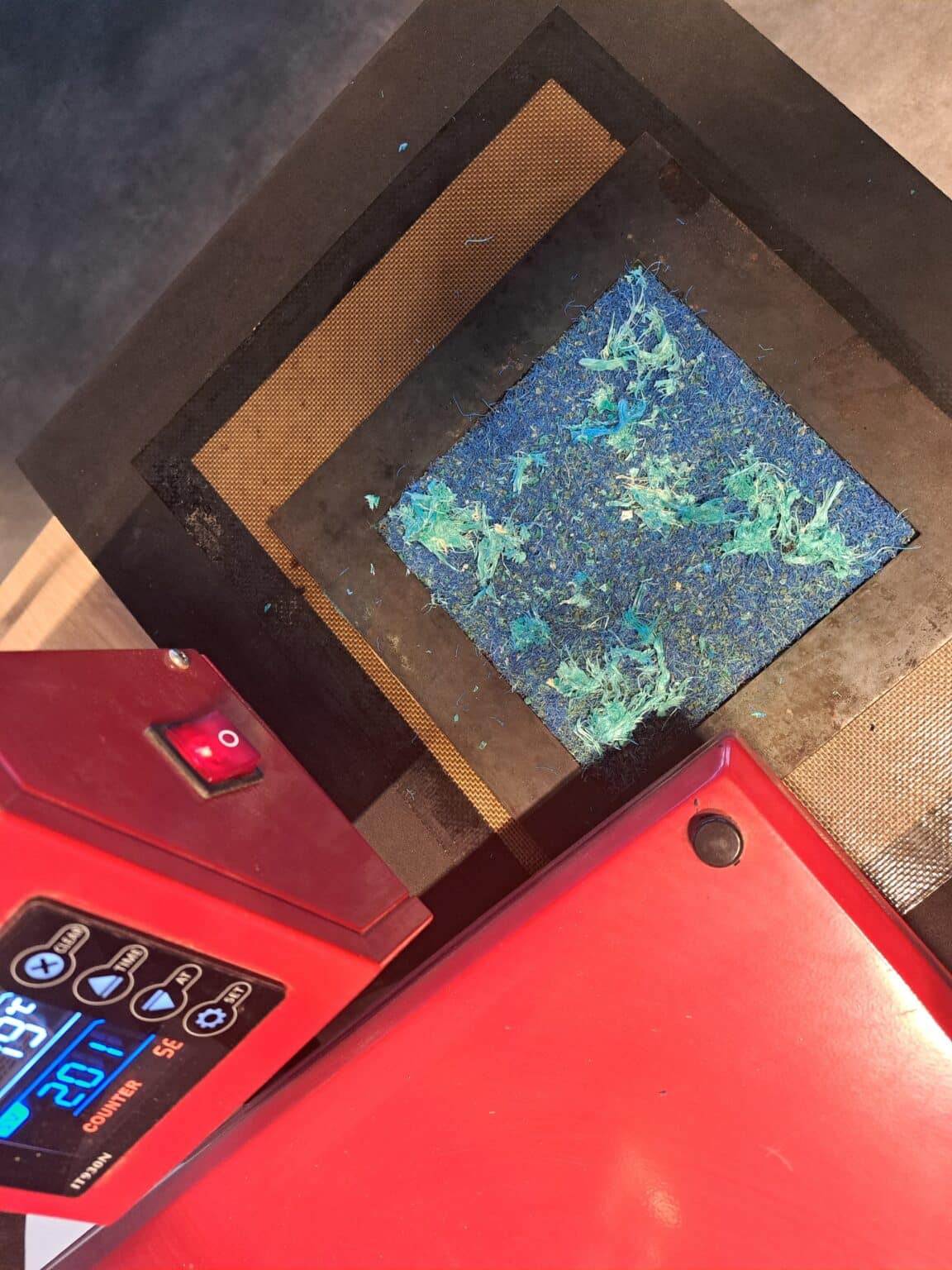
Plaques réalisées dans un cadre de presse à chaud
Les plaques fondues peuvent être usinés avec différents outils comme par exemple une CNC ou une découpeuse Laser
-
Découpe laser : Le laser permet une grande précision de formes complexes. La mise en place est également facile.
Attention : Tous les matériaux ne sont pas adaptés pour cette technique, il faut également noter de nombreuses déformations dues à la chaleur du laser qui fait fondre la matière. Les émanations de plastiques brûlés sont également dangereuses pour la santé et nécessitent des EPI adaptés et une ventilation efficace.

Découpe laser d’une plaque de plastique fondues
-
CNC / fraiseuse numérique : elle est idéale pour les plaques plus épaisses ou pour des pièces structurelles. La CNC permet le perçage, le détourage et le surfaçage, offrant un rendu robuste et fonctionnel. Pas de fonte de plastique dans ce cas, nous nous retrouvons dans les mêmes conditions qu’un fraisage classique de bois / plastique.

Plaque usinée à la CNC
Fabrication de filament
La refabrication de filament vise à réutiliser le broyat séché pour créer une nouvelle bobine utilisable lors de nos impressions 3D.
Les matériaux doivent être rigoureusement triés, propres et secs, et la qualité du filament produit peut varier suivant sa provenance, l’environnement direct et la qualité des matériaux fournis. Il est également nécessaire d’ajouter un pourcentage de pellets de la même matière neufs afin de produire un filament utilisable.
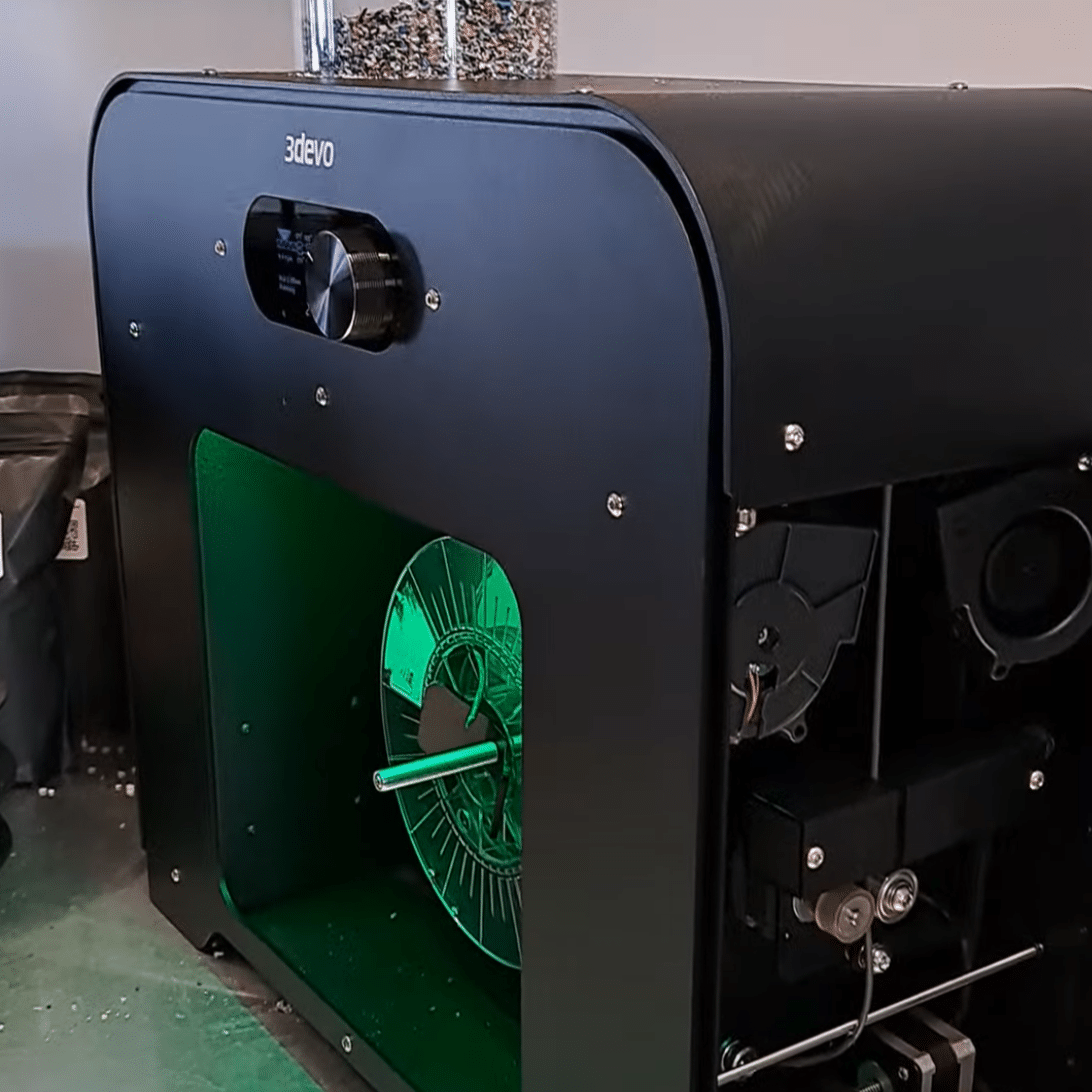
Une extrudeuse transforme du PLA broyé et séché en filament
Bien que le filament recyclé soit souvent moins régulier qu’un filament industriel, il est parfaitement adapté aux tests, prototypes ou usages non critiques. Cette pratique permet de réduire les coûts, d’expérimenter et de mieux comprendre les contraintes liées à la matière.
Poignée de lave-vaisselle imprimée en filament recyclé
Injection
Notre plastique broyée peut également être utilisée dans de l’injection.
Nous pouvons retrouver des presses à injection tel que celles du projet Precious Plastic ou encore Holipress .Le plastique broyé est utilisé pour être fondu et pressé dans une buse haute température pour être injecté dans un moule.
Ce moule peut être en métal ou en métal et être usiné dans les Fablabs avec des CNC ou imprimantes résines pour se préserver des déformations dû à la température d’extrusion.
Sources :
https://www.preciousplastic.com
https://holimaker.fr -
-
07 - Le futur de l’impression 3D filament
-
-
Vers le multi couleurs et le multi matières accessible
Les premières solutions multi-couleurs telles que la Palette de chez Mosaic, reposent principalement sur des changements successifs par la soudure de fils entre eux. Ce processus est souvent long, gourmands en matière et peu adapté à des usages intensifs. Progressivement, les fabricants développent des systèmes plus efficaces, capables de limiter les pertes et d’améliorer la fiabilité.

Multi couleurs par soudure de filament automatique Palette
Des solutions comme les systèmes de changement de filament automatisés comme le MMU de chez Prusa ou l’AMS de chez Bambulab se sont démocratisés depuis 2023. Ces systèmes intègrent des bobines dont le fil d’impression vient être changé automatiquement et purgé afin de garder de ne pas contaminer la couleur précédente.

Système AMS Bambulab
Aller plus loins :
Mosaïc Palette : https://mosaicmfg.com
AMS Bambulab : https://eu.store.bambulab.com/fr/products/ams-2-pro
MMU Prusa : https://www.prusa3d.com/fr/produit/original-prusa-mmu3-for-mk4s-mk3-9s-full-kit-2/ -
Mélange de matériaux et composites avancés
Les outils
Un des axes forts du développement actuel est la capacité à imprimer plusieurs matériaux ou couleurs dans une seule pièce sans les contraintes des anciens systèmes.
Aujourd’hui, des innovations comme le système INDX développé par Prusa en collaboration avec Bondtech repoussent les limites actuelles. Plutôt que de simplement changer un filament, le système INDX utilise une tête active qui s’attache à des outils passifs contenant chacun un filament différent, permettant des impressions avec jusqu’à huit matériaux ou couleurs simultanément, avec peu ou pas de gaspillage de filament entre les changements.

Système de changement d’outil INDX
On retrouve une démonstration lors de la Formnext 2025 ; d’impression silicone grâce à ce système.
Nous retrouvons un système similaire chez Snapmaker avec sa U1 ou encore chez Bambulab avec la H2C et son système Vortek qui change les buses et non pas les têtes entières.

Système de changement de buse Vortek
Attention : certains matériaux peuvent être incompatibles ensemble comme le PLA et le PETG ou encore le PLA et l’ABS en raison de la présence de forte température dans le caisson d’impression.
Aller plus loins :
INDX : https://www.prusa3d.com/applications/prusa-3d-printers-with-bondtech-indx_243519
Vortek : https://www.youtube.com/watch?v=rluJj3NEdQALa résistance
Des systèmes comme la FibreSeeker 3 repoussent les limites des composites en intégrant des fibres de carbone continues directement dans l’impression. Cette imprimante utilise une tête d’impression qui extrude simultanément la matière de base et de la fibre continue, créant des structures très résistantes voir parfois, proche du métal.
Ces évolutions rapprochent progressivement l’impression 3D filament de usages semi-industriels, tout en conservant l’accessibilité.
-
Nouveaux matériaux et élargissement des usages
Les fabricants explorent aussi des filaments qui sortent des catégories classiques par leur comportement matériel ou leur empreinte environnementale dont voici quelques exemples :

Filament biodégradable Colorfabb
Filament conducteur de chez Proto Pasta
 Filament Nanovia ignifugé
Filament Nanovia ignifugéFilament biodégradable :
Des filaments 100% biosourcés, sans microplastiques et 100% biodégradables
https://colorfabb.com/sustainabilityFilament conducteur :
https://proto-pasta.com/products/conductive-pla?variant=1265211476Filament ignifugé :
https://nanovia.tech/ref/flex-v0/Machines plus intelligentes et plus autonomes
Les imprimantes 3D filament intègrent depuis peu de nombreux outils qui utilisent de l’intelligence artificielle. : nivellement du plateau, compensation des vibrations, calibrations dynamiques de l’extrusion ou diagnostics d’erreurs deviennent des standards. Ces systèmes améliorent la fiabilité globale, nous sollicites pour nos maintenances et préviennent des erreurs
Attention : Comme pour la maintenance, ces automatismes ne remplacent pas totalement la compréhension de la machine. Ils doivent garder un rôle d’assistants, qui facilitent l’usage sans supprimer la nécessité d’observer, de comprendre et de corriger.
-
Ressources complémentaires
-