Aperçu des sections
-
-
-
00 - Présentation du module
-
-
Autour de l'impression 3D céramique : des contenus pédagogiques sur les informations utiles et les bonnes pratiques
Dans ce module nous vous présenterons les éléments nécessaires à la compréhension du fonctionnement d’une imprimante 3D céramique. Vous pourrez identifier le processus de l’idée à l’objet.
Ce module a pour objectif de vous familiariser avec l’impression 3D céramique, de la conception numérique à la réalisation de l’objet physique. Vous découvrirez les notions essentielles liées aux machines, aux matériaux, aux logiciels et aux bonnes pratiques de sécurité.
Après cette introduction générale, intéressons-nous aux outils qui rendent cette fabrication possible : les machines à commande numérique et les imprimantes 3D.
Machine CNC et imprimante 3D
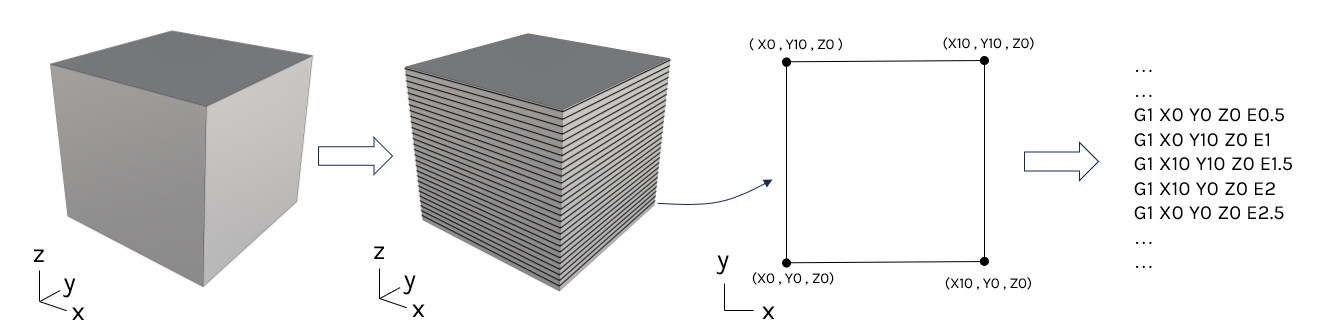
CNC signifie Computer Numerical Control. Cette technologie permet de déplacer une machine dans différentes directions suivant des instructions données par un fichier texte .
Ce fichier contient des points dans l’espace défini par leurs coordonnées XYZ. Ces coordonnées décrivent les mouvements qui permettent de créer un modèle physique.
L’imprimante 3D est une machine CNC comme une fraiseuse ou une machine laser, ces dernières utilisent la fabrication soustractive alors que l’imprimante 3D utilise la fabrication additive.
D’après un modèle 3D numérique nous utiliserons des logiciels qui permettent d’extraire des points dans l’espace et d'écrire le fichier texte qui contient toutes les instructions nécessaires à l'imprimante pour créer le modèle physique.
Une fois le fonctionnement des machines compris, il est essentiel de connaître la matière utilisée. Voyons donc ce qu’est la céramique et ses particularités.
Céramique
Mot d'origine grecque : keramos signifie « argile ». Le terme générique de céramique désigne l'ensemble des objets fabriqués en terre qui ont subi une transformation physico-chimique irréversible au cours d'une cuisson à température plus ou moins élevée.


Quel usage et pour qui ?
La fabrication additive en céramique ouvre de nouvelles perspectives pour les designers, les artisans et les artistes.
Certains designers utilisent cette technologie pour prototyper ou produire des objets utilitaires, tels que des vases, des tasses ou des dispositifs de refroidissement low-tech, en tirant parti de la précision et de la flexibilité offertes par l’impression 3D.
Elle est également adoptée par des artistes pour concevoir des sculptures complexes, qui sont ensuite soigneusement retouchées à la main afin d’ajouter des détails, des textures ou des finitions uniques, combinant ainsi la rigueur du numérique avec la sensibilité de l’artisanat traditionnel.


-
-
01 - Présentation générale
-
-
Principe de fonctionnement
Pour mieux comprendre comment ces matériaux prennent forme, examinons maintenant le principe de fonctionnement des imprimantes 3D céramiques.
Une imprimante 3D fonctionne selon un principe de fabrication additive, où un objet est créé couche par couche à partir d'un matériau extrudé. Voici les principales étapes de son fonctionnement :- Préparation du modèle 3D :
Le processus commence par la création d'un modèle 3D de l'objet à imprimer. Ce modèle est généralement conçu sur un logiciel de modélisation 3D ou télécharger depuis une bibliothèque en ligne. Le modèle 3D est ensuite converti en un fichier de type .STL ou .OBJ, qui est un format compatible avec l'imprimante 3D. - Découpe du modèle :
Le fichier du modèle 3D est ensuite "tranché" (slicing) à l’aide d’un logiciel de découpe (par exemple, Cura ou PrusaSlicer). Ce logiciel divise l’objet en fines couches horizontales, et génère un fichier de commandes (g-code) qui guidera l’imprimante lors de l’impression. - Préparation de la matière :
Le matériau utilisé pour l'impression 3D, à savoir la céramique, se présente sous forme de pâte, dont la viscosité varie et nécessite une préparation ou non avant l'impression afin d'obtenir la consistance idéale. Une fois préparée, la terre est placée dans un cylindre, et un piston, actionné soit par de l'air comprimé, soit par une vis sans fin, permet l'extrusion de la matière pour l'alimenter la tête d’extrusion de l'imprimante - Impression :
Le piston pousse la matière jusqu'à la tête d'extrusion, équipée d'une buse. La terre extrudée à travers cette buse forme un colombin, dont la taille varie en fonction du diamètre de la buse utilisée. - Post-traitement :
Une fois l’impression terminée, l’objet est retiré du plateau. Parfois, il peut nécessiter des finitions comme le retrait de supports (structures temporaires utilisées pendant l'impression pour soutenir des parties en surplomb) ou un lissage de surface (polissage, ponçage, etc.). - Séchage et Cuisson :
Le céramique nécessite un temps de séchage pouvant varier de 3 à 5 jours en fonction de la taille du modèle imprimé et de la terre utilisée . Une fois la pièce sèche, une cuisson est nécessaire. La température de cuisson varie en fonction du type terre utilisé , 980°C pour la faïence , et jusqu'à 1300°C pour le grès et la porcelaine.

- Préparation du modèle 3D :
-
Les différentes machines
Les imprimantes 3D céramiques se déclinent en plusieurs modèles avec des différences en termes de taille, fonctionnalités et coût pour répondre aux divers besoins industriels, artistiques et de recherche. Voici les principaux facteurs qui expliquent cette diversité :
1. Taille et volume d’impression
-
Certaines imprimantes sont conçues pour de petites pièces de haute précision (bijoux, objets artistiques détaillés).
-
D’autres machines permettent de créer de grandes structures, voire des pièces architecturales.
2. Type d’extrusion
-
Extrusion directe : Le piston pousse directement la terre au niveau de la buse , ce procédé est utilisé pour des pièces de grand volume . Généralement la terre peut être utilisée sans avoir besoin d'être travailler. Différents modèles d'imprimantes à extrusion directe
-
Extrusion à vis, le piston pousse la terre jusqu'à une tête d’extrusion composé d’une vis sans fin permettant le dosage plus précis de la matière. Utilisées généralement pour des petites pièces , ces machines ont besoin d'une viscosité de la terre spécifique. La terre devra être travaillée avant utilisation. Différents modèles d'imprimantes avec extrusion à vis

3. Coût
-
Les petites imprimantes d’entrée de gamme commencent à quelques milliers d’euros.
-
Les imprimantes industrielles et haute précision peuvent coûter des dizaines, voire des centaines de milliers d’euros.
Choisir une imprimante 3D céramique dépend donc du type de production, du budget et des exigences techniques spécifiques (précision, post-traitement, compatibilité des matériaux, etc.).
Connaître les différents types de machines ne suffit pas : il faut aussi savoir comment orienter ses choix selon son budget et les résultats souhaités.
-
-
Quel choix pour quel résultat ?


Extrusion direct Extrusion à vis -
Optimiser ses choix en fonction de son budget et du rendu souhaité en fabrication
Choix de la terre, différence de prix et de rendu
Une fois la machine choisie, il est nécessaire de se pencher sur les matériaux employés. Découvrons les différents types de terres et leurs caractéristiques.
En fonction de la terre utilisée le rendu final sera différent, solidité ,aspect.
Le coût de la terre varie grandement suivant le type d’argile utilisé (faïence, grès, porcelaine).


Faience Grès Porcelaine Quelles informations machines demander avant de se rendre dans un lab ?
· Taille d’impression de la machine
· Terre compatible
· Cuisson , volume du four , température
· Possibilité d’émaillage sur place
-
-
02 - Les consommables
-
-
Comparatif des réglages en fonction du matériau
Le réglage du débit de l’extrusion et de la vitesse de déplacement sont des paramètres essentiel pour assurer une bonne qualité d’impression.
Comparatif des réglages en fonction du matériau
Un bon réglage dépend également de la viscosité de la pâte, de la pression d’extrusion et des conditions de séchage. Expérimenter avec des échantillons avant une production en série est essentiel pour optimiser la qualité d’impression.
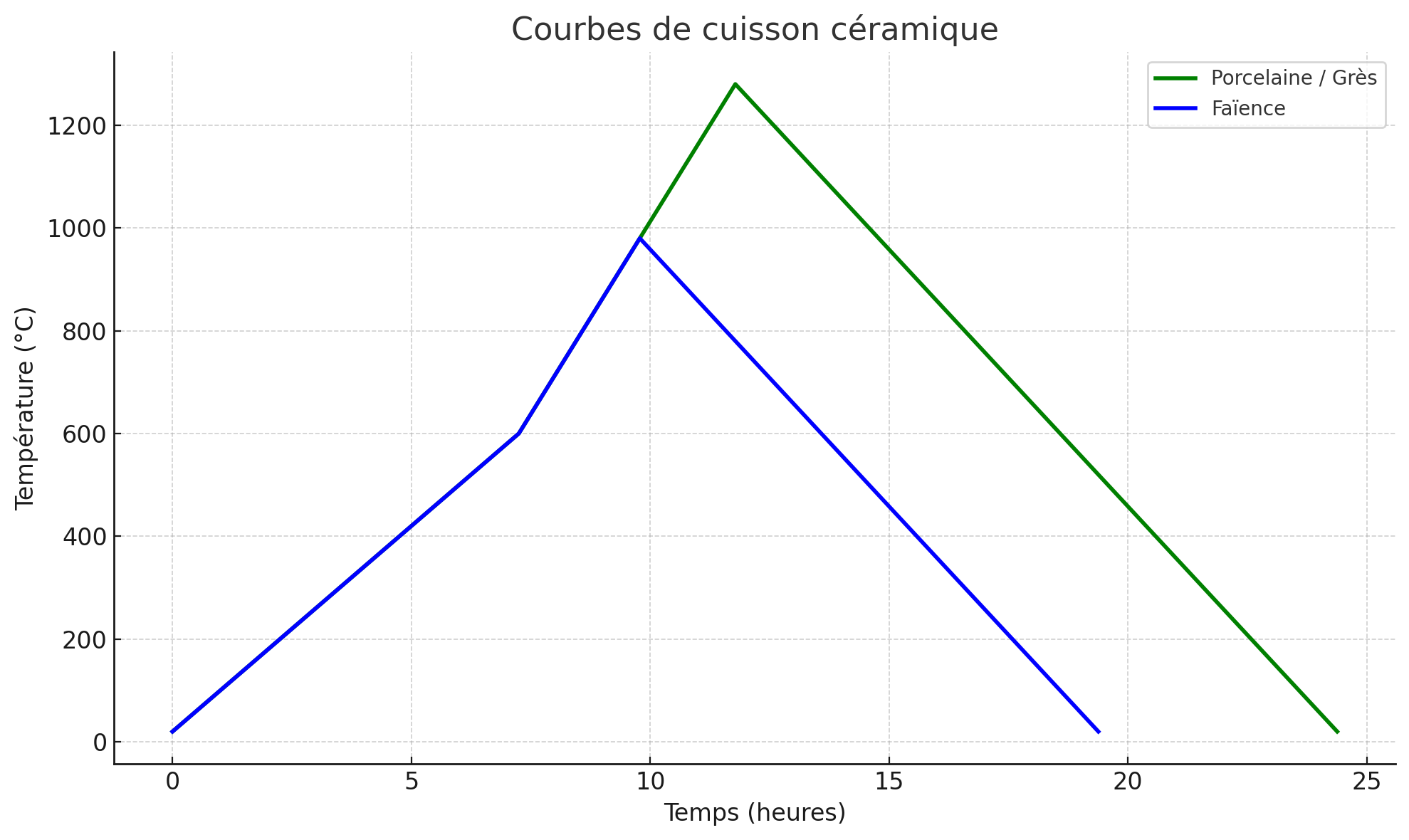
Cuisson en Céramique : Haute Température vs. Basse Température
Le choix entre basse température (980-1100°C) et haute température (1200-1400°C) impacte le coût, la résistance et l'esthétique des pièces céramiques.
- Cuisson Basse Température (Faïence)
Coût : Moins cher
- Économie d’énergie : cuisson moins longue et à température plus basse.
- Fours moins coûteux et moins sollicités.
- Nécessite un émaillage car la faïence reste poreuse.
- Moins résistante que le grès ou la porcelaine.
Rendu :
- Couleurs vives et brillantes car les émaux basse température sont très réactifs.
- Texture plus tendre, souvent utilisée pour des pièces décoratives.
Idéal pour : objets artistiques, sculptures, poteries décoratives, vaisselle émaillée.
- Cuisson Haute Température (Grès & Porcelaine)
Coût : Plus cher
- Plus d’énergie consommée (chauffe plus longue et plus intense).
- Usure plus rapide du four (températures élevées abîment les résistances et les briques).
- Pièces plus solides et durables (vitrification naturelle du grès et de la porcelaine).
- Peut être utilisé sans émaillage (grès non poreux).
Rendu :
- Effet plus naturel et mat, idéal pour les textures brutes.
- Émaux plus subtils et fusionnés avec la terre, avec des couleurs plus douces.
- La porcelaine devient translucide si elle est fine.
Idéal pour : vaisselle haut de gamme, pièces fonctionnelles, objets d’architecture, luminaires en porcelaine.
- Comparatif
- Courbes de cuisson
-
03 - Les logiciels
-
-
Logiciels de conception : principe
Après avoir abordé la matière et son comportement, passons à l’aspect numérique de la création : les logiciels qui permettent de concevoir et de préparer les modèles.
Choisir un logiciel de modélisation pour l’impression 3D céramique est essentiel pour bien débuter dans cette approche innovante de la céramique. Non seulement il s'agit de la première étape du processus, influençant la forme des créations, mais l'impression 3D céramique gagne également en popularité dans le domaine de l'art et de l'artisanat de la terre.
Fusion , Blender et Rhino3D. Ces plateformes de renom offrent des outils spécialisés et des fonctionnalités avancées adaptées aux exigences de l'impression 3D. Nous examinerons les capacités de chaque logiciel pour vous aider à faire un choix éclairé.
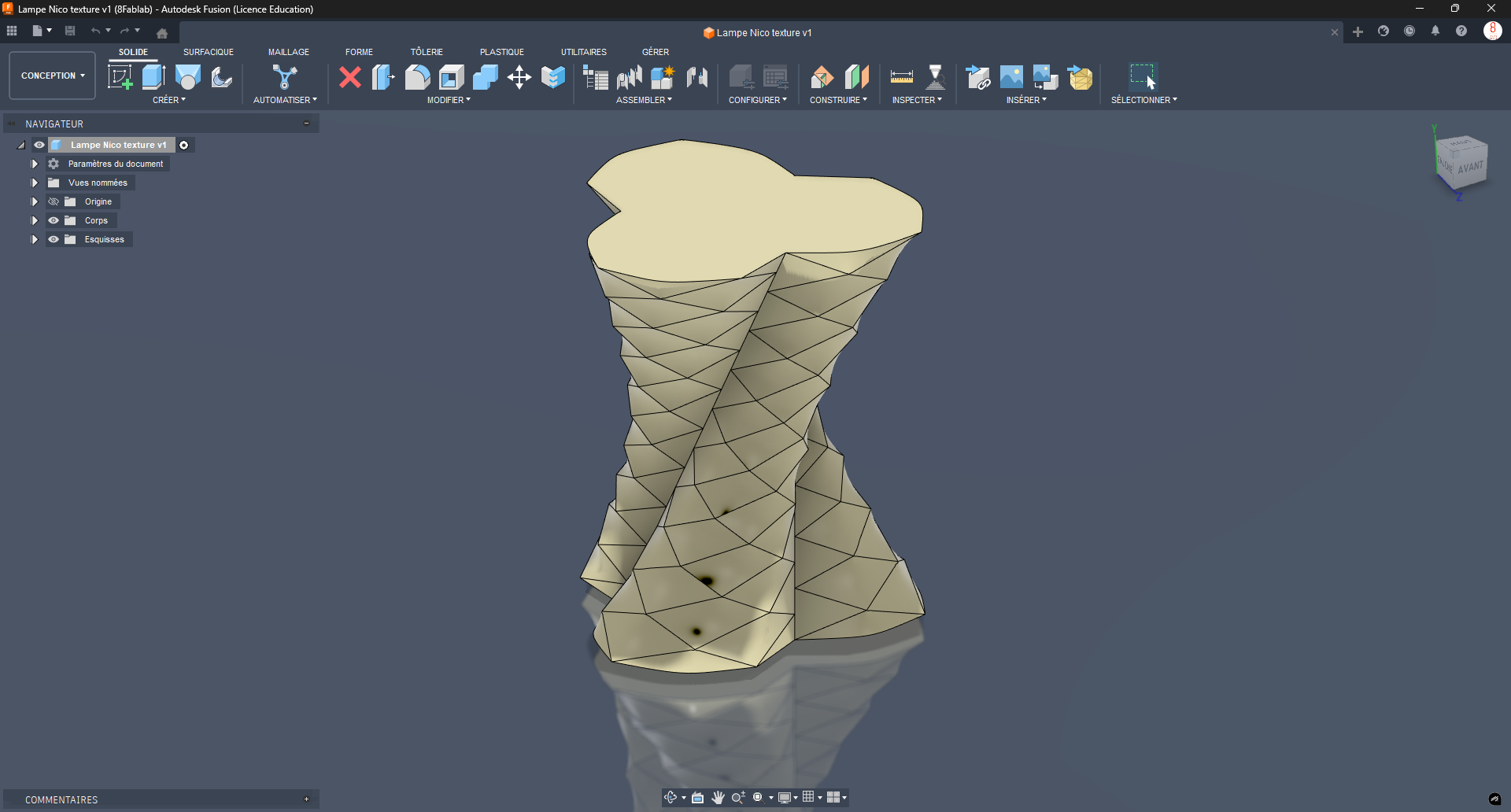
Fusion 360 pour l’Impression 3D Céramique
- Présentation de Fusion 360
Fusion 360 est un logiciel de modélisation 3D développé par Autodesk, largement utilisé dans l’industrie pour la conception de produits, la modélisation paramétrique, et l’ingénierie. Il se distingue par sa combinaison de modélisation solide, de surface et de maillage, ce qui le rend particulièrement adapté pour la création de modèles complexes destinés à l'impression 3D, y compris la céramique. - Caractéristiques utiles pour l’impression 3D céramique
Fusion 360 propose des outils de modélisation paramétrique et de conception assistée par ordinateur (CAO), permettant aux utilisateurs de créer des modèles avec une grande précision. Il permet également de générer des formes complexes tout en ayant un contrôle total sur les dimensions et les tolérances, ce qui est crucial pour l'impression 3D céramique lorsque la précision est requise. De plus, son espace de travail intégré facilite la gestion des différents types de géométries (solides, surfaces et maillages), ce qui peut être un avantage lors de la création de pièces fonctionnelles en céramique. Fusion 360 dispose également d’un environnement collaboratif qui permet de partager des projets avec d'autres utilisateurs, ce qui peut être utile dans un cadre professionnel. - Avantages et Inconvénients
L’un des plus grands avantages de Fusion 360 réside dans sa combinaison de fonctionnalités de CAO, de modélisation de maillage, et d’analyse de simulation, ce qui permet une approche plus technique et précise dans le développement de modèles pour l’impression 3D céramique. De plus, il est proposé sur un modèle d’abonnement, avec une version gratuite pour les étudiants et les start-ups, ce qui le rend accessible à un large public.
Cependant, Fusion 360 peut être plus complexe pour les utilisateurs qui n’ont pas d’expérience en CAO ou en modélisation paramétrique, et son interface peut paraître un peu plus technique par rapport à des logiciels plus orientés artistique comme Blender. Il peut également y avoir une courbe d’apprentissage, surtout pour les débutants qui souhaitent créer des formes organiques.
Rhinoceros pour l’Impression 3D Céramique
-
Présentation de Rhinoceros
Rhinoceros, ou Rhino3D, est un logiciel largement utilisé dans l'architecture, l'ingénierie, le design industriel et la joaillerie. Il est reconnu pour sa capacité à générer des surfaces complexes avec une grande précision. Dans le contexte de l'impression 3D céramique, Rhino est une plateforme robuste pour créer des modèles fins tout en offrant une grande liberté créative. -
Caractéristiques utiles pour l’impression 3D céramique
Rhino propose un large éventail d'outils et de fonctionnalités utiles pour l'impression 3D. Par exemple, la commande ShowEdges permet de vérifier que le volume est bien clos et imprimable. Les outils de modélisation avancés et les récentes améliorations dans les outils de subdivision facilitent la création de formes organiques complexes.
Avantages et Inconvénients
Rhino3D permet de créer des géométries complexes et des surfaces de haute précision. Son extension Grasshopper offre un contrôle total sur le modèle, ce qui est un avantage majeur, mais l'apprentissage de cet outil peut être difficile. Toutefois, le coût de la licence (environ 1000 euros) peut être un inconvénient, et Rhino est plus orienté vers un usage industriel, ce qui le rend potentiellement moins accessible aux artistes 3D ou aux débutants.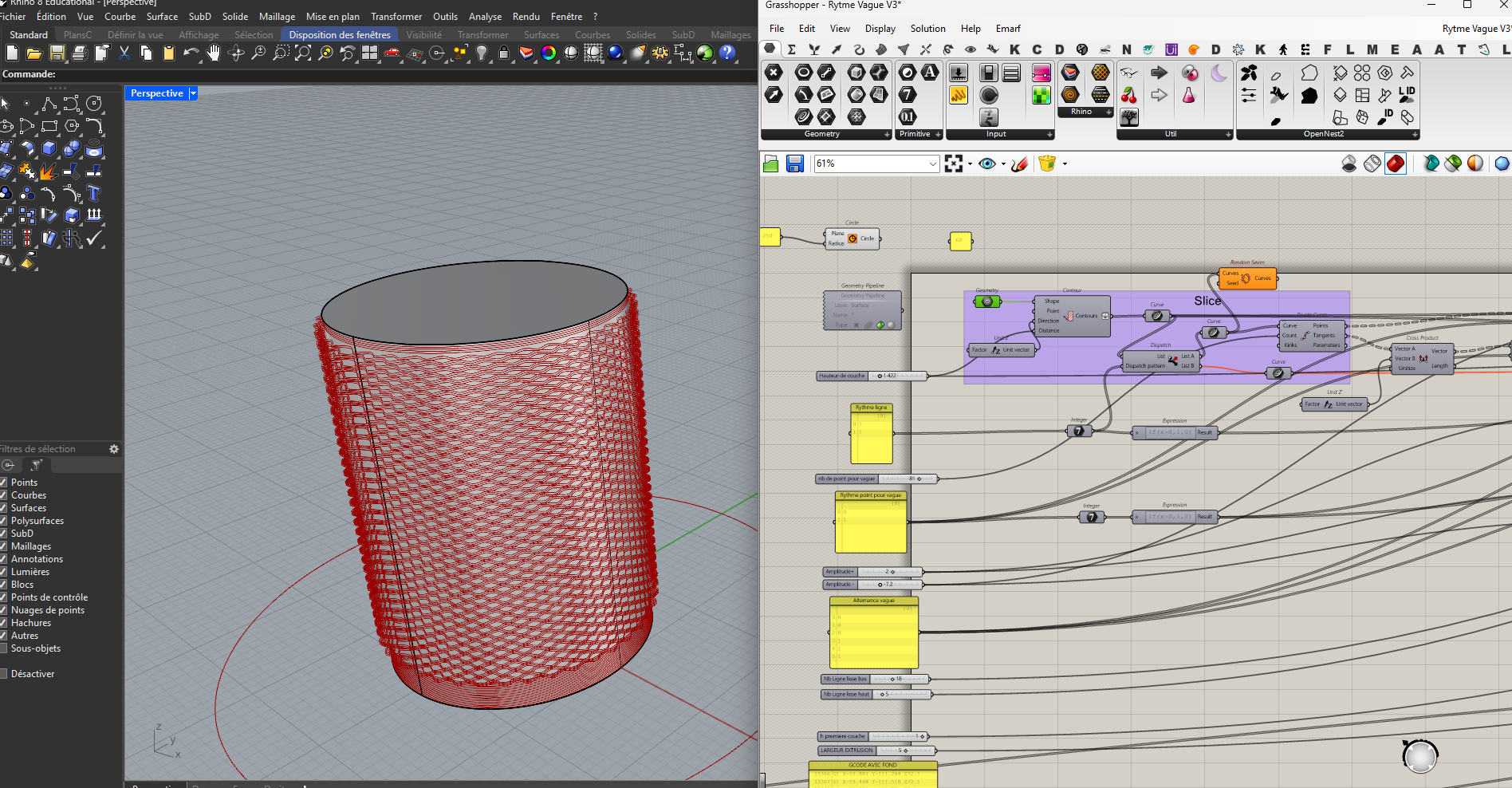
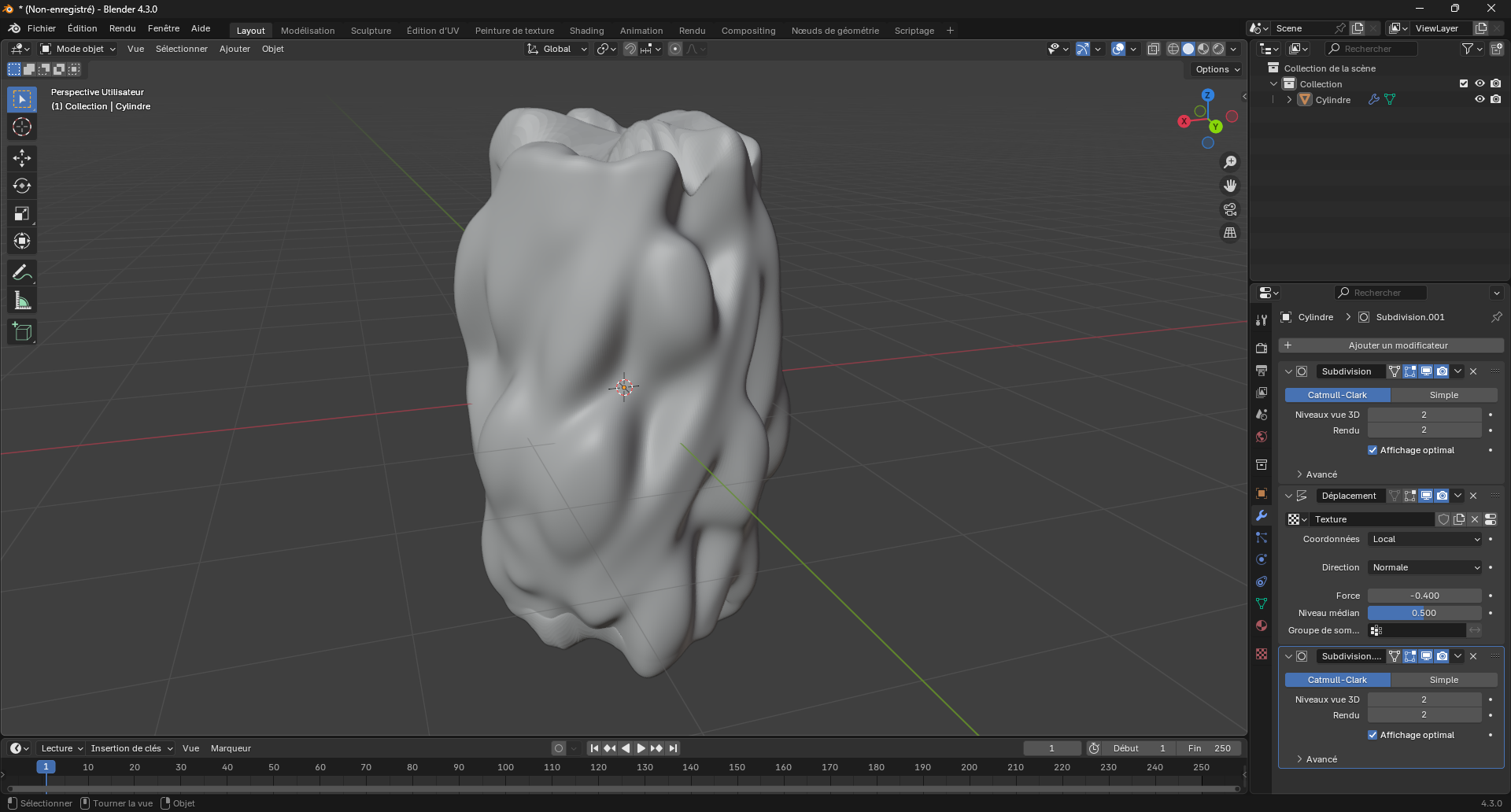
Blender pour l’Impression 3D Céramique
-
Présentation de Blender
Blender est l'un des logiciels de modélisation 3D les plus puissants et polyvalents sur le marché. Gratuit et open-source, il permet d'accéder à des outils de qualité professionnelle pour les artistes et les designers. -
Caractéristiques clés pour l’impression 3D céramique
Blender se distingue par sa capacité à créer des formes organiques et géométriques complexes. La modélisation polygonale, qui permet de travailler avec des polygones, arêtes et points, facilite la sculpture de formes détaillées. Le logiciel offre également une grande flexibilité pour manipuler des éléments fins de vos modèles. -
Avantages et Inconvénients
Blender présente plusieurs avantages : son caractère open-source le rend gratuit, et une communauté active offre un large éventail de tutoriels pour débutants et experts. Il permet une grande liberté créative, particulièrement dans la modélisation de formes organiques. Cependant, il peut être difficile d’obtenir des cotations précises, ce qui est rarement nécessaire dans le cadre de l’artisanat céramique.
Conclusion
Blender reste un excellent choix pour les formes organiques et la créativité libre.
Rhino3D, avec ou sans Grasshopper, offre un contrôle précis sur des géométries complexes.
Fusion 360 se distingue par sa précision paramétrique et son approche technique.
Le choix de l'outil dépendra de vos besoins en termes de flexibilité, de complexité, et du type de création que vous souhaitez produire dans le cadre de l'impression 3D céramique.
- Présentation de Fusion 360
-
Logiciels de FAO : principe
Une fois la modélisation terminée, il faut convertir le modèle 3D en instructions compréhensibles par la machine. C’est le rôle des logiciels de FAO, appelés slicers.
Slicer Intro
Le slicer, aussi appelé logiciel de tranchage, joue le rôle d’intermédiaire entre le modèle 3D et l’imprimante 3D.
Le slicer permet de convertir le modèle 3D en une série de contour 2D.
Ces contours sont ensuite convertis en coordonnées XYZ qui servent à écrire le Gcode.Le slicer permet de régler de nombreux paramètres de l’impression 3D comme la hauteur de couche , la densité de remplissage , le nombre parois extérieur et bien plus encore…
Le Gcode est un langage de programmation utilisé pour contrôler une machine à commande numérique.
Il contient toutes les instructions dont la machine a besoin pour se déplacer, chauffer l’extrudeur , chauffer le lit etc…
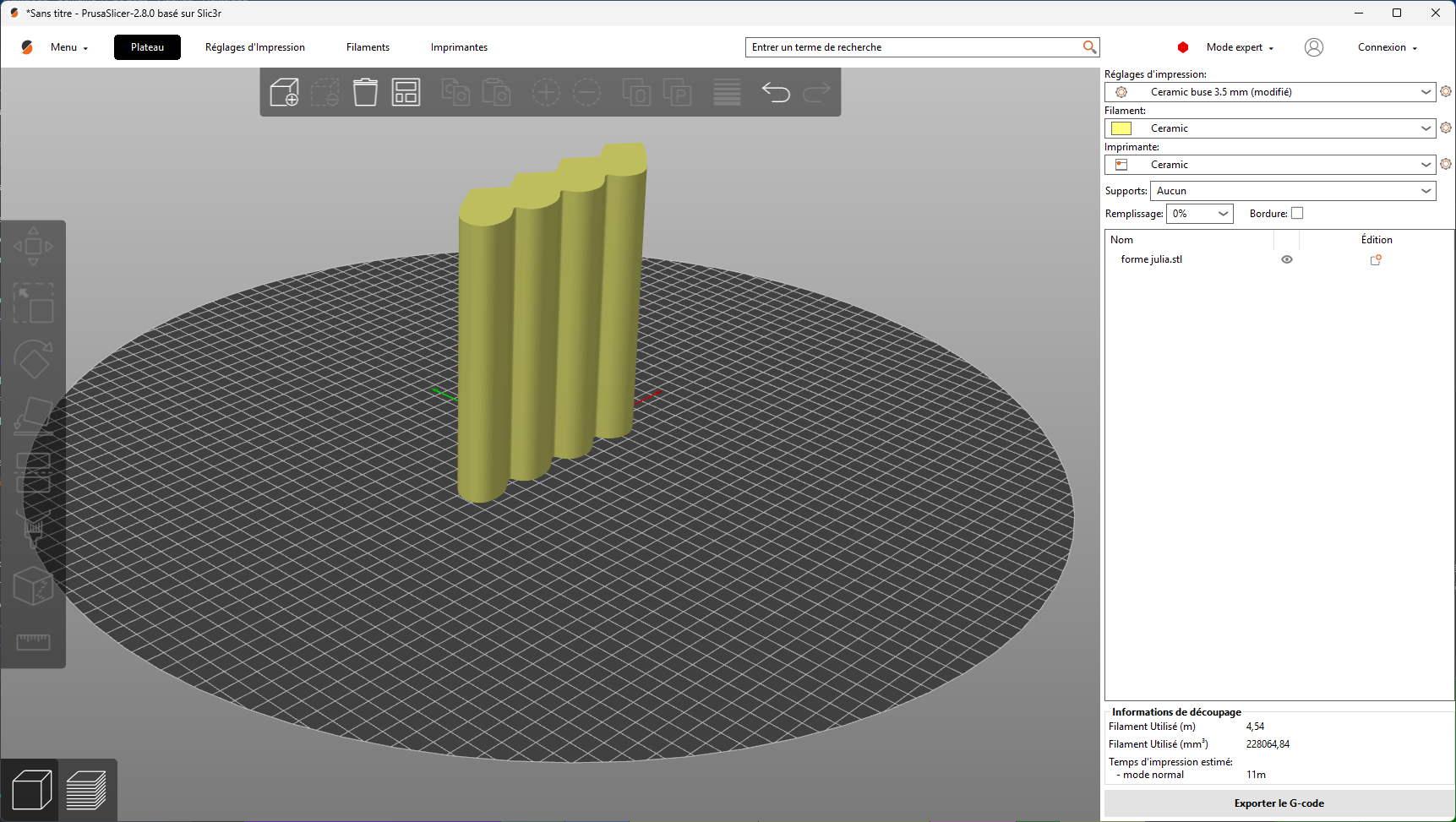
PrusaSlicer
-
Points forts :
-
Slicer puissant avec des options avancées de personnalisation.
-
Interface conviviale et mises à jour régulières.
-
Utilisation en céramique :
-
Permet de régler précisément le débit d’extrusion et les trajectoires d’impression, essentielles pour obtenir un dépôt homogène avec des matériaux plus denses.
https://www.prusa3d.com/fr/page/prusaslicer_424/
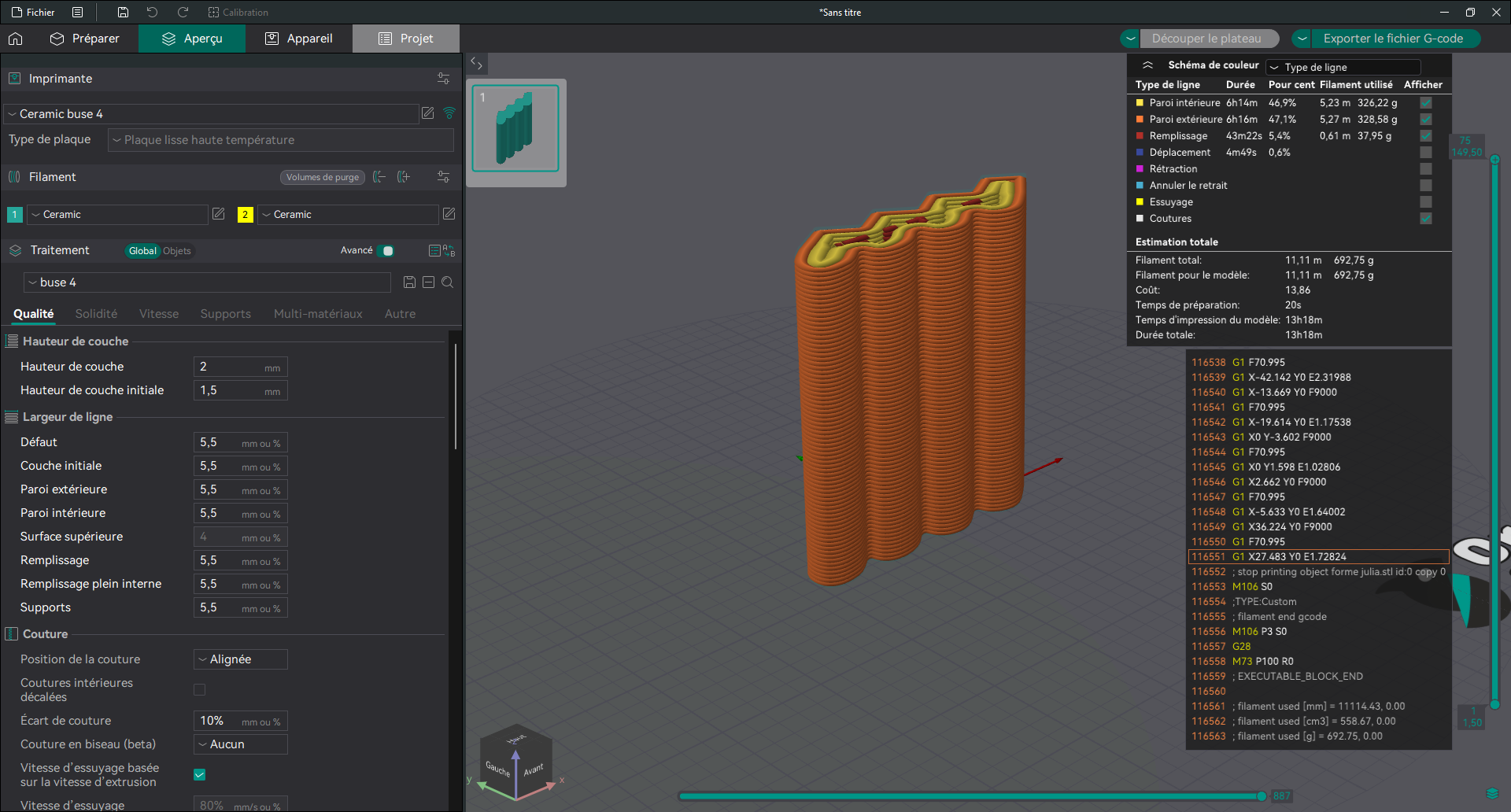
OrcaSlicer
-
Points forts :
-
Basé sur Bambu Studio et PrusaSlicer, OrcaSlicer est un slicer open-source qui offre une interface intuitive et des fonctionnalités avancées.
-
Optimisé pour la gestion fine du débit et des trajectoires, ce qui est crucial pour l'impression 3D céramique.
-
Utilisation en céramique :
-
Excellente gestion des vitesses et de l’extrusion, permettant d’adapter l’impression aux propriétés spécifiques de la pâte céramique.
https://github.com/OrcaSlicer/OrcaSlicer
Logiciels et profils propriétaires
-
Certains fabricants d’imprimantes 3D céramiques proposent des logiciels propriétaires ou des profils optimisés pour leurs machines et matériaux.
-
Conseil : Consultez la documentation de votre machine ou les forums spécialisés pour trouver des profils adaptés à votre matériel.
Conseils généraux pour l’adaptation d’un slicer à la céramique
-
Réduction de la vitesse d’impression pour éviter les déformations.
-
Ajustement du débit d’extrusion en fonction de la viscosité de la pâte.
-
Hauteur de couche adaptée pour assurer une bonne adhésion et éviter les fissures.
Essais progressifs pour trouver les paramètres optimaux.
-
-
-
04 - Sécurité de l'utilisateur
-
-
05 - Sécurité de la machine
-
-
Conclusion
-
-
Ressources complémentaires
-